The complete guide to 3D Printing Multi Jet Fusion Technology
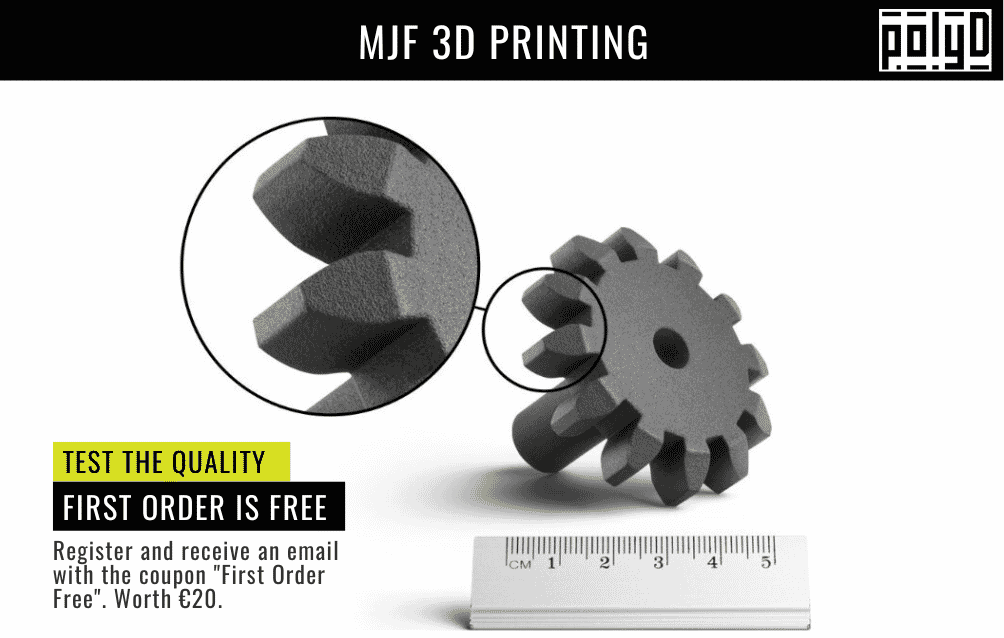
3D Printing HP Multi Jet Fusion (MJF) Technology enables 3D printing professionals and casual users alike to produce parts, components and prototypes with robust mechanics, detail accuracy, high precision and complex shapes. It is the best 3D printing technique for industrial production and rapid prototyping: the new functionalities and customisations, the many materials used, the possibilities of colours and finishes, the cost savings and the production speed have become fundamental assets of design, engineering and prototyping professionals.
Before explaining what 3D Printing MJF technology is, let's set out the aspects we will cover on this page:
- How HP's Multi Jet Fusion technology works;
- What advantages Multi Jet Fusion has over other 3D printing techniques;
- What are the functionalities, the main materials used and the colours and finishes that can be applied with this printing technique;
- Why it is so fast and what benefits this speed brings;
- Conclusions.
1. WHAT IS 3D PRINT Multi Jet Fusion TECHNOLOGY AND HOW IT WORKS
Multi Jet Fusion or otherwise known as MJF is a powder bed printing system developed by HP. Here are the steps:
- powder distribution: a thin layer of polymer powder particles - uniformly preheated - is spread over the build area of the parts;
- process activation: on the powder the machine distributes the casting and detailing agents, in correspondence with the parts (defined by the print file) that make up the part.
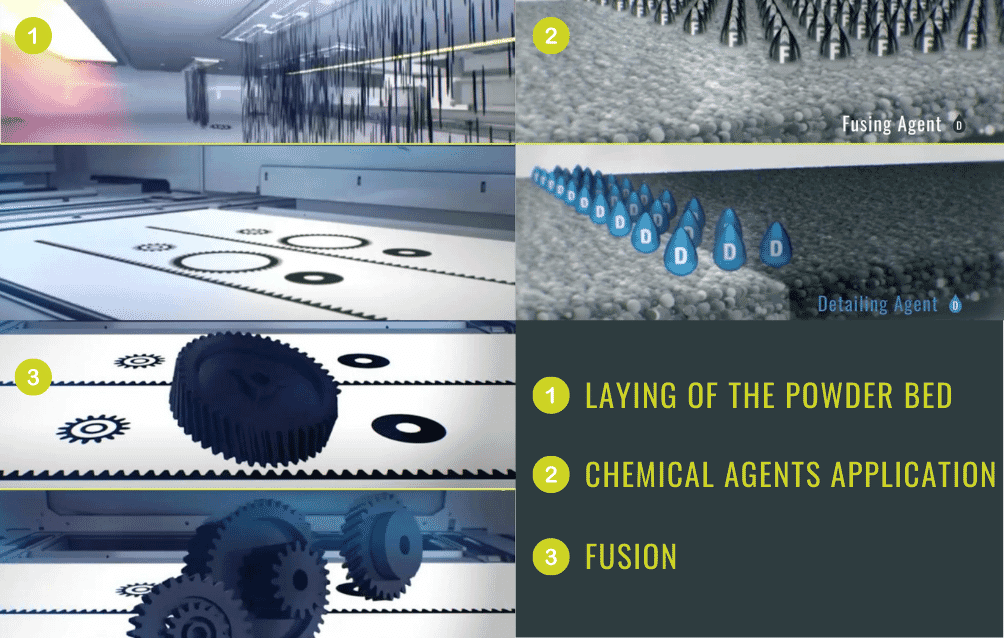
Chemical agents are not binders, but substances that respond to heat:
- the melting agent absorbs the energy emitted by the printer's lamps; its job is to heat the powder and allow it to melt;
- the detailing agent is applied to the edges of the object. The agent evaporates and cools the powder, thus causing an abrupt temperature transition, which results in a cast part with distinct and precise edges and smooth surfaces.
The melting process requires careful temperature control to allow the heat to act in a precise and detailed manner in the relevant areas only. For this reason, control is carried out constantly, throughout the printing process, on hundreds of different points of the powder bed, layer by layer.
If you want to learn more, read our articles and episodes of our TV series on 3D Printing with HP Multi Jet Fusion Technology:
- the design of the build;
- the printing phase;
- cooling, unpacking, sandblasting;
- colouring and varnishing;
2. THE ADVANTAGES OF Multi Jet Fusion OVER OTHER 3D PRINTING TECHNOLOGIES
The advent of 3D printing technologies has also facilitated the growth of Rapid Prototyping, i.e. the creation of functional Prototypes quickly from a digital 3D model.
There are several methods for printing Objects, Parts and Prototypes in 3D Printing:
- Fused Deposition Modelling, or also known as FDM;
- Selective Laser Sintering, or also known as SLS;
- Injection Printing;
- Multi Jet Fusion, or MJF.
FUSED DEPOSITION MODELLING OR FDM
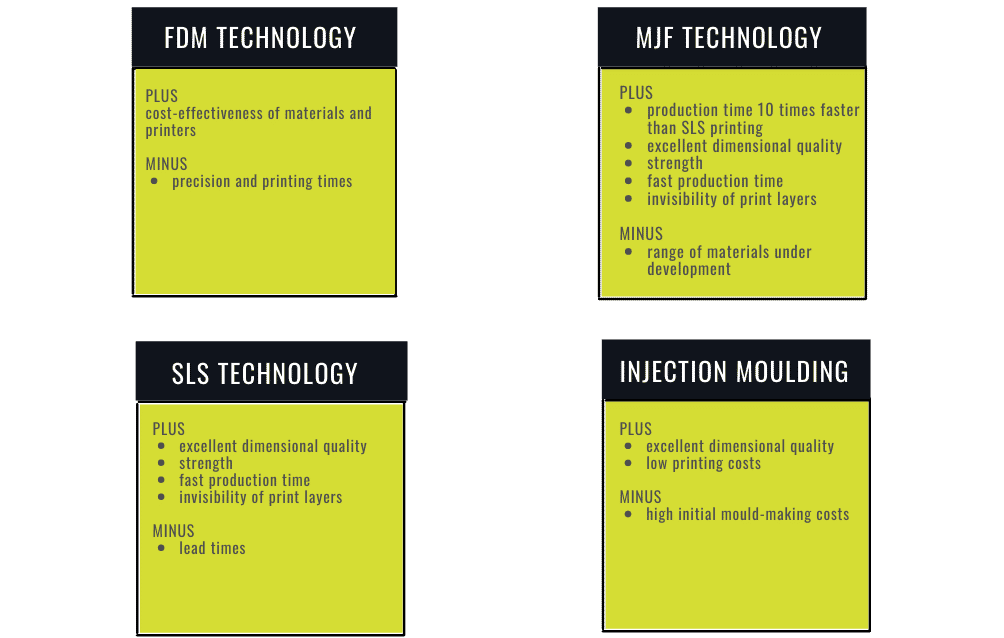
FDM is one of the most widely used 3D printing techniques on the consumer side of the market, and is known as Fused Deposition Modelling, because it extrudes filaments of material and deposits them one on top of the other, layer by layer, on the surface. This technology uses 3D desk printers. Advantages include the cheapness of materials and printers; disadvantages include precision and printing time.
SELECTIVE SINTERING WITH LASER OR SLS
Selective Laser Sintering (SLS) is an additive manufacturing technique: polymer or composite powder particles (SLS) are sintered using a laser beam. Unlike FDM printing, which creates objects using filament extrusion, SLS printing uses powder.
Here are the main differences between MJF and SLS:
- both use nylon as a polymer;
- both SLS and MJF thermally fuse the nylon powder layer by layer;
- they use different heat sources: MJF uses IR light generated by lamps and SLS a laser;
- the powders remaining after printing in the case of MJF technology are 80% recyclable, making this technique more economical, so much so that in some cases it competes with injection moulding;
- the printing accuracy of MJF technology reaches ±0.3mm and the printing speed is approximately 10 times higher than the same volume printed in SLS.
INJECTION MOULDING
Injection Moulding involves the injection of molten plastic material at high pressure into a closed mould. The mould is then opened when the object solidifies.
The advantages of Injection Moulding include:
- the costs, because it is the most economical technology;
- the range of materials to choose from;
- the quality of the objects produced.
Among the cons are the costs of creating the initial mould, which are high, as well as the time required to produce the mould and the impossibility of making subsequent changes.
3D PRINTING MULTI JET FUSION TECHNOLOGY
In summary, HP MJF technology is capable of producing parts and prototypes that cannot be produced with other printing techniques. We can identify the following advantages that MJF Technology has over other 3D Printing Technologies:
- the print tolerance: the dimensional accuracy is between ± 0.3 mm up to 100 mm and 0.3 % above that value;
- the print detail: e.g. a honeycomb can be generated with a size of 2 mm;
- the finish and strength of the parts: they are perfectly finished and mechanically robust;
- the production time: it ranges from a minimum of 3 days;
- the ability to produce complex geometries and objects without supports, as well as customised objects with variable data;
- the costs: as well as being accurate, 3D printed parts have manufacturing costs that compare to injection moulding.
If you want to learn more about FDM, SLS and Injection Moulding, read our blog articles:
3. FUNCTIONALITY, MATERIALS, COLOURS AND FINISHES OF 3D PRINTING MULTI JET FUSION TECHNOLOGY
You can test what we can 3D print by putting us to the test and ordering on our Online Quote.
FUNCTIONS
Here are some of the features of industrial mechanical parts 3D printed with MJF technology: lightweight structures, detailing of individual parts, threading, parts without shape limits, care for design, one print for several objects, variable part descriptions and data.
Experience some technical examples of what we can do: order the Black Box, our functionality sample.

MATERIALS
What are the main materials used with MJF printing technology?
- Nylon PA12 Top Mechanical (MJF);
- Nylon PA12 Top (MJF);
- Nylon PA12 Standard (MJF);
- Nylon PA12 Fast;
- Glass Filled Nylon PA12GB Top (MJF);
- Polyamide TPU Top (MJF);
- Polyamide PA11 Top (MJF).
Read our article on printing with PA12 Fast or PA12 Top Mechanical
COLOURS AND FINISHES
The colours and finishes we use are extremely resistant to moisture, light and scratches, as well as guaranteeing durability and perfect adhesion: There are two types of colouring:
- by impregnation:
- rough grey, only sandblasted
- standard black;
- UV-resistant black;
- with two-component painting in RAL colours:
- 1021 - naval yellow;
- 2004 - pure orange;
- 3000 - fire red;
- 5013 - cobalt blue;
- 5015 - sky blue;
- 7001 - silver grey;
- 9005 - deep black;
- 9010 - pure white;
- custom ral: any colour on request.
Read the article in our blog on "Painting and Colouring for 3D Printing".

4. WHY IS 3D PRINTING MJF SO FAST?
The production of 3D printed parts can be divided into 3 parts:
- the design of the prototype or part
- the realisation in 3D printing;
- the finishing work.
After the design phase, the speed of printing depends on:
- on the printing technique used: as we have seen in the previous points, MJF technology is 10 times faster than SLS;
- on the geometries and characteristics of the parts: the printing time of a part cannot be defined a priori, because each part has a different geometry;
- from the post-production and finishing work: additive printing returns a semi-finished part that requires dedicated finishing to achieve the optimum dimensional and roughness characteristics for the required job.
DOES THIS SPEED ALWAYS HAVE BENEFITS?
Speed is important, but care must be taken that it does not impact on:
- mechanical parameters;
- internal material stresses;
- part deformation.
Once the printing process is over, the part is actually still malleable and deformable due to the heat absorbed. It is therefore necessary to cool the part and this process can take place in the following modes:
- fast cooling, which lasts 6 to 4 hours and is not to be confused with the fast printing mode. In this case, the production cycle takes 2 days, but brings disadvantages in terms of tension and deformation of the parts, degradation of the mechanical properties and loss of quality;
- natural cooling: the cycle takes 48 hours and deformations are minimised, mechanical properties unchanged and production takes 3 days.
Is it possible to obtain a quality part with MJF 3D printing technology in less than 3 days?
In our opinion, the answer is no. The technical risks associated with Fast Cooling are too great to guarantee a high level of quality. We at PolyD propose a minimum production time of 3 days, which allows the best performance with MJF 3D Printing technology.
Read more about this topic in our article on "Natural Cooling or Fast Cooling?".
5. CONCLUSIONS
HP Multi Jet Fusion (MJF) Technology enables the printing of mechanically robust, detail-accurate, high-precision and complex industrial Parts, Components and Prototypes that are difficult to produce with other printing techniques and do not require support structures. Production times are 3/5/7 days, production costs are favourable, comparable to injection moulding, and the choice of materials and finishes complete.
Our customers' sectors are mainly:
- the manufacturing industry;
- automation and industrial design;
- consumer goods and electronics;
- rapid prototyping and design;
- 3D printing services;
- education and training;
- mobility.
Try it out and estimate your parts online now: take advantage of the Free First Order promotion.