Notifications
- Nested
- 125mm BUILD PA12 TOP Mechanical
125mm BUILD PA12 TOP Mechanical
31 juillet 2026 Livraison
Directives de construction d'un NesteD Build
Le prix est fixe et ne varie pas en fonction du nombre d'objets qu'il contient. C'est pourquoi plus l’on insère d'objets dans un NesteD Build,
en optimisant leur position sur les axes X Y Z, moins ils coûtent.
-
Organisez votre NesteD Build de la meilleure façon possible, de préférence en utilisant un logiciel automatisé (par exemple Materialise Magics ou bien Autodesk Netfabb).
-
Vous pouvez télécharger vers wetransfer, dropbox, google drive ou d'autres services de transfert de fichiers.
-
Choisissez le nombre d'exemplaires de la même construction que vous souhaitez et ajoutez-les à votre panier.
-
Faire suivre le lien via la section appropriée "NesteD Build links".
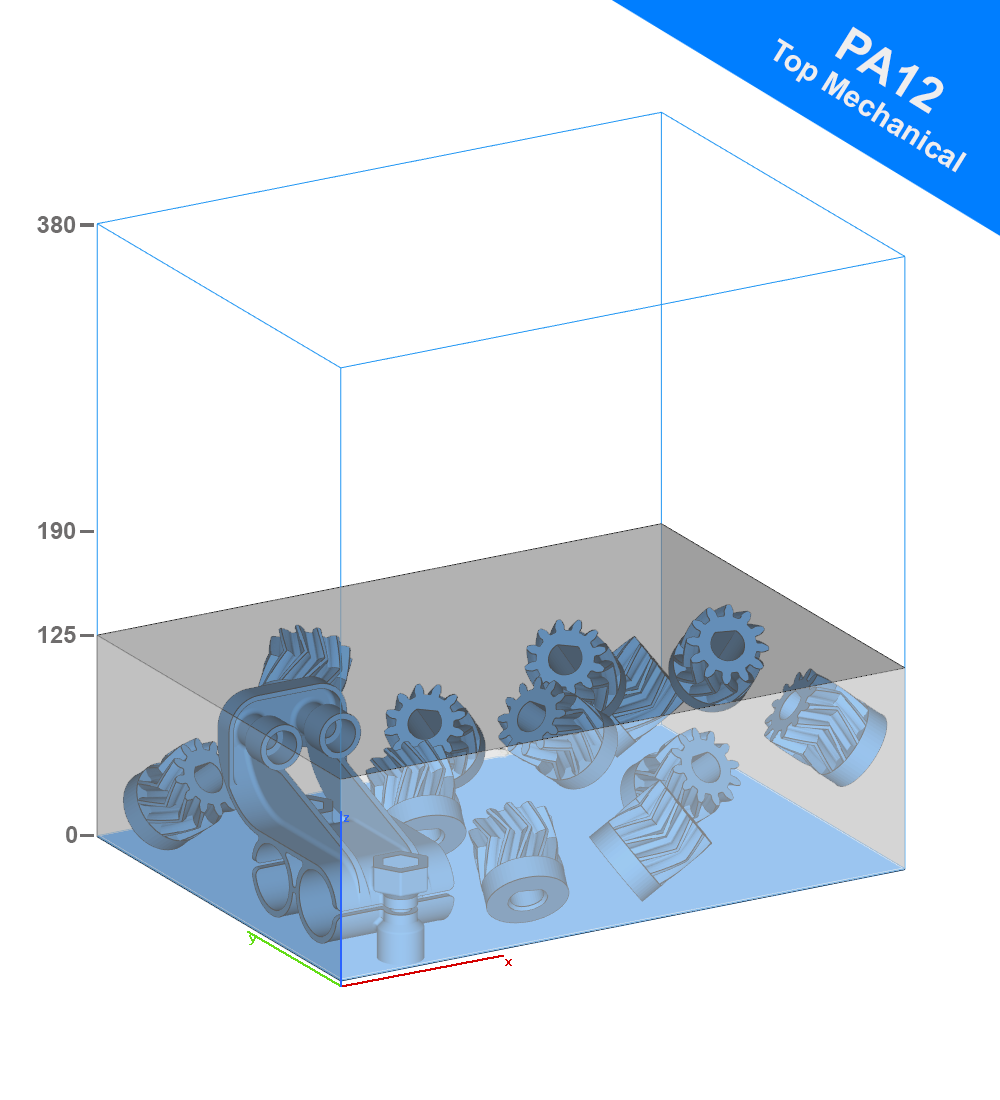
N'oubliez pas que le volume d'impression est X 380mm - Y 284mm - Z 125mm, nous recommandons une Densité maximale inférieure à 13%
Vos objets imprimés en 3D avec technologie MJF et placés à l'intérieur de votre NesteD Build auront la meilleure qualité, tolérance, esthétique et répétabilité si vous suivez ces simples étapes que nous vous recommandons.
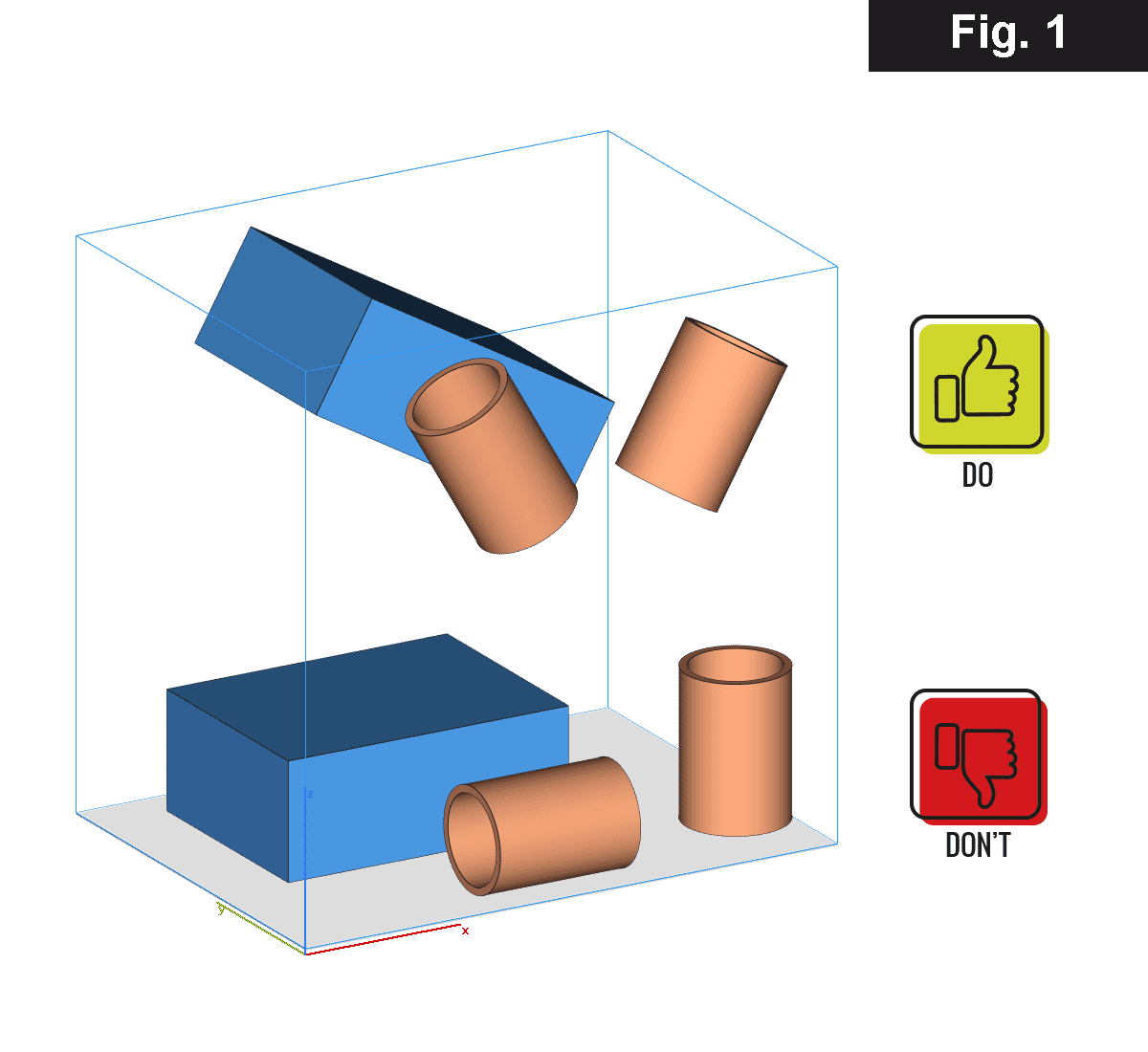
1. Orientation des objets par rapport au plan XY (Fig.1)
-
Une bonne orientation augmente la qualité esthétique des objets et, dans certains cas, augmente également la précision dimensionnelle.
-
En suivant les lignes directrices proposées par le fabricant HP, ainsi que par notre expérience, nous vous recommandons d'incliner les objets si possibles de 25° en X et/ou de 25° en Y pour obtenir une meilleure tolérance et une meilleure finition des surfaces.
-
Pour limiter l'ovalité des objets cylindriques, nous vous recommandons de les positionner comme suggéré dans la Fig.1.
-
Une face de votre objet aura toujours une plus belle finition que les autres surfaces : c'est celle qui est orientée vers le bas lors de l'impression.
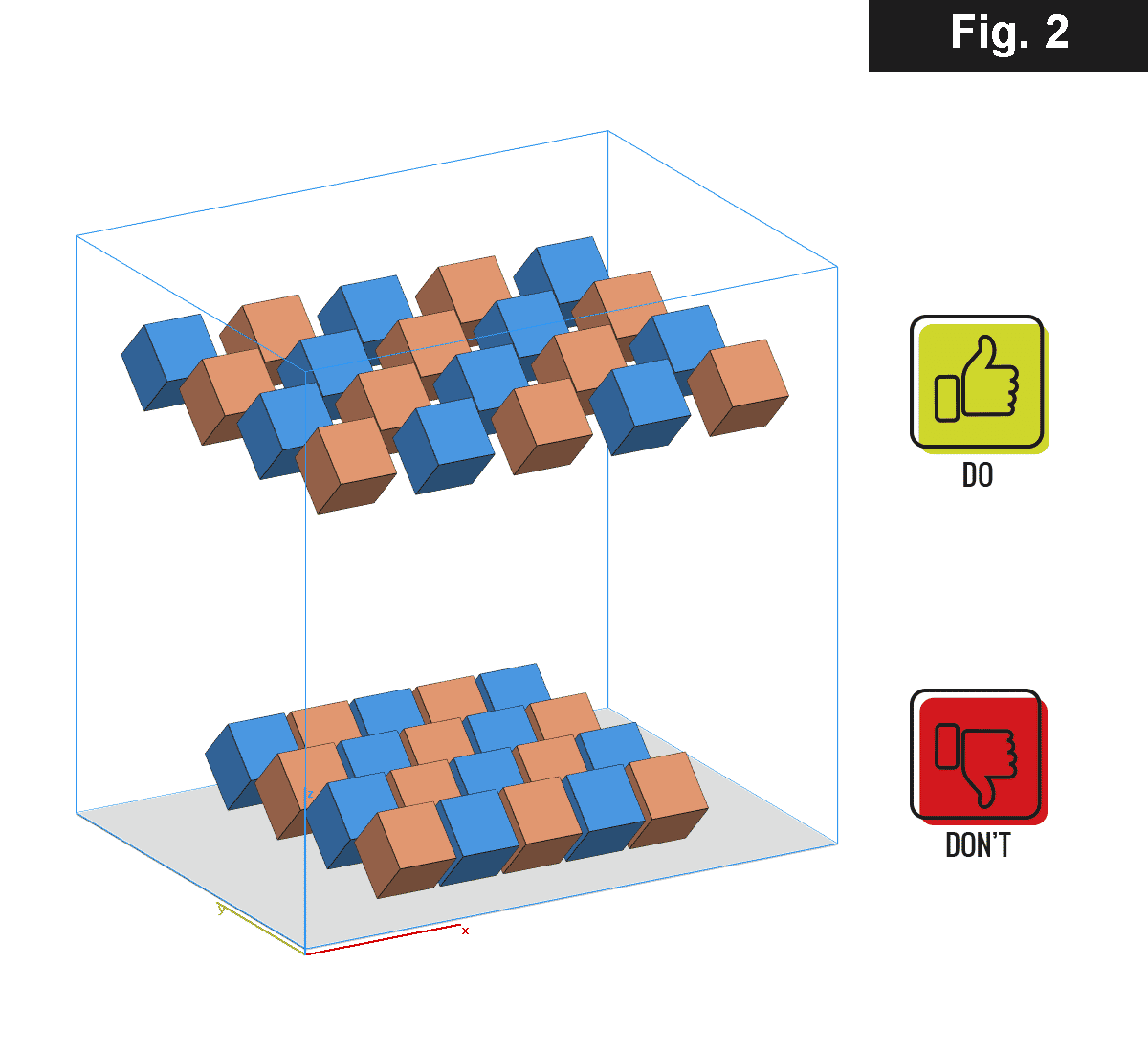
2. Espacement des objets (Fig.2)
-
Les pièces de plus de 100 cm³ doivent être espacées d'au moins 10 mm .
-
Les parties inférieures à 100 cm³ doivent être espacées d'au moins 4 mm .
-
Les objets dont le volume est supérieur à 20 % par rapport à leur bounding box doivent être espacés d'au moins 10 mm .
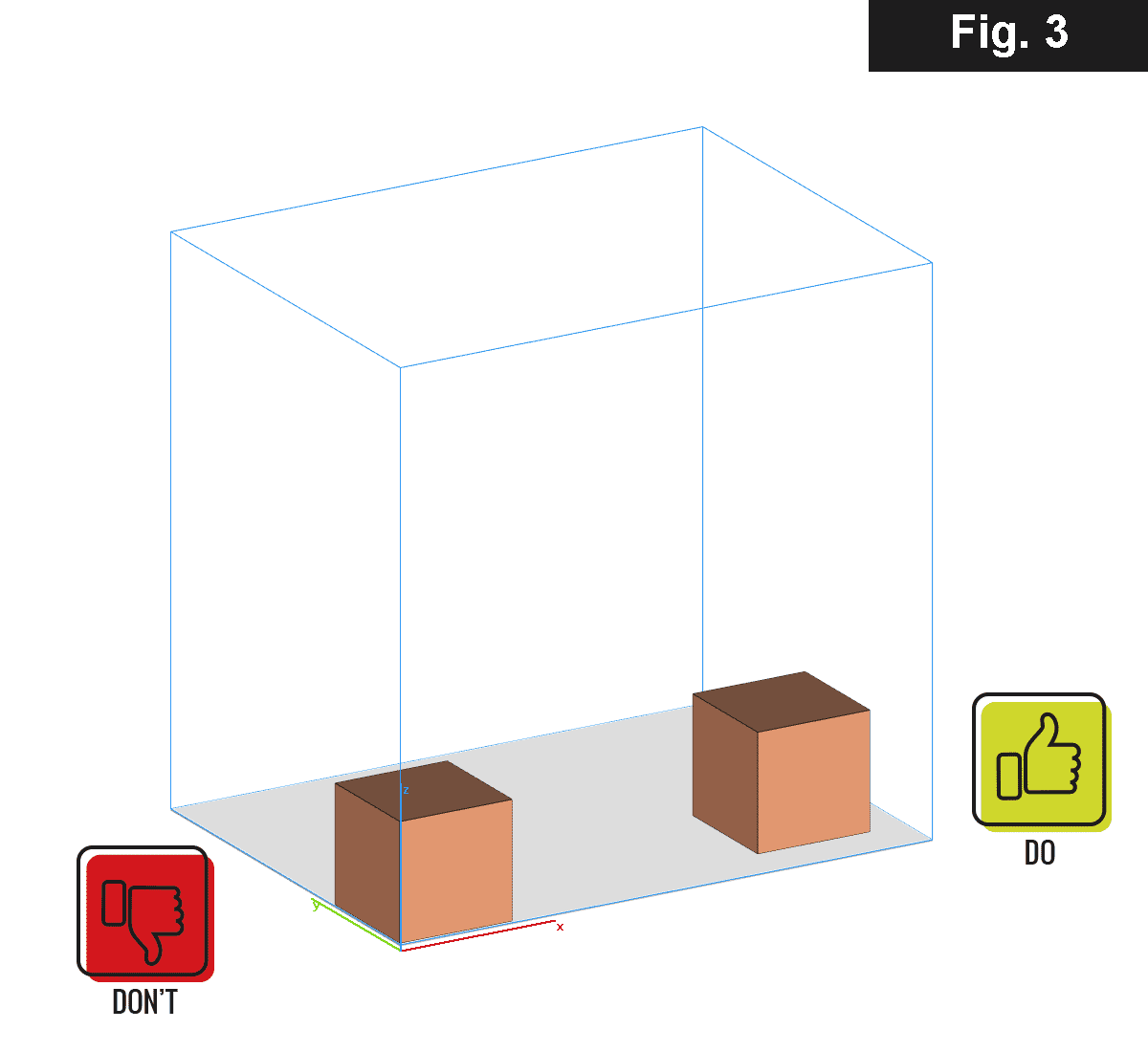
3. Bords du plan X-Y (Fig.3)
-
Toutes les pièces doivent être distantes d'au moins 5 mm des bords extérieurs de la plaque d'impression. N'oubliez pas que les dimensions XY réelles de la plaque d'impression sont de 370 x 274 mm.
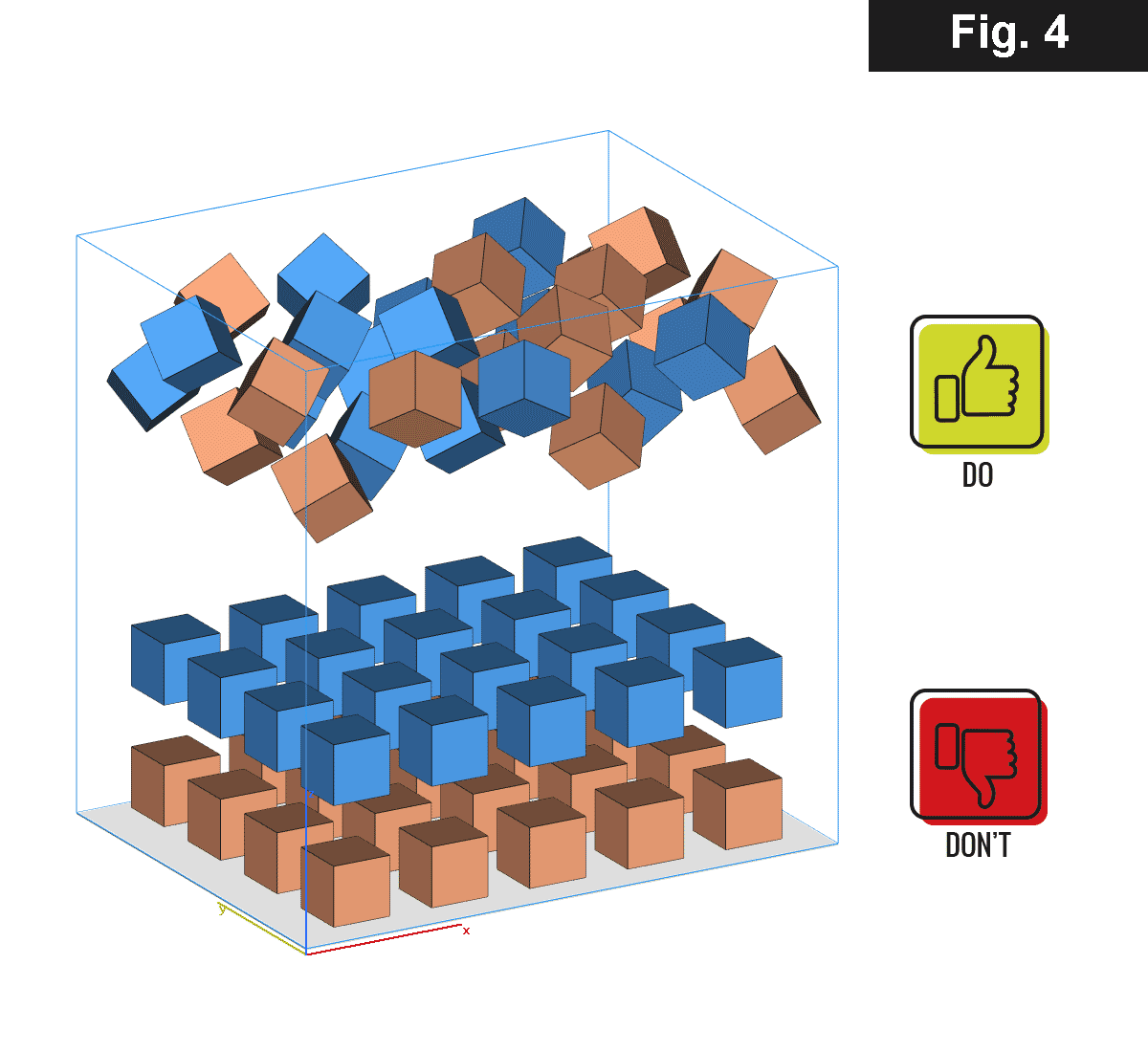
4. Répartition inégale des objets (Fig.4)
-
Répartissez les objets de manière à ce que les zones d'impression de leurs tranches en Z soient aussi homogènes que possible. Cela facilite l'absorption de la chaleur sur toute la surface et évite la présence de zones critiques. Pour une même quantité de rayonnement, les zones imprimées avec des sections plus petites reçoivent beaucoup plus d'énergie que les zones avec une densité plus élevée. Cette situation pourrait générer des objets au sein d'un même build avec des caractéristiques, des tolérances mécaniques et une esthétique différente.
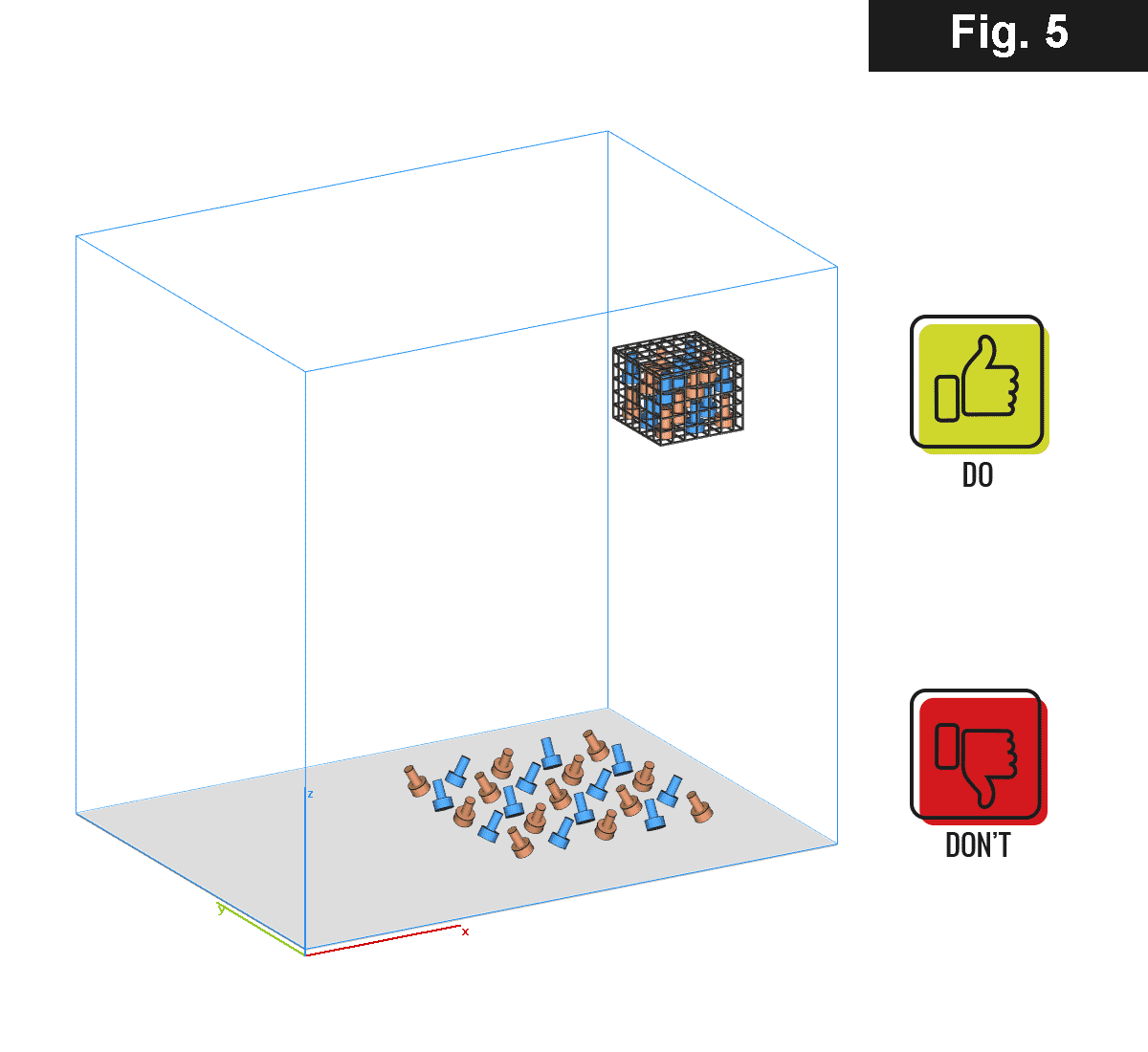
5. Confinement de petits objets à l'aide de Sinterboxes (Fig.5)
-
Tous les objets de moins de 1 cm³, ou dont deux ou plusieurs côtés sont inférieurs à 10 mm, doivent être enfermés dans des cages de confinement. Les cages doivent avoir un maillage permettant de contenir les objets, afin qu'ils ne soient pas perdus ou égarés lors des opérations ultérieures de nettoyage, de sablage et de coloration.
PolyD est le service de rélisation de vos projets d'impression 3d le plus privé et sécurisé du marché. Contrairement à tous les autres opérateurs du secteur, notre mission est de protéger votre ingéniosité. Avec un procédé de fabrication exclusif qui protège votre confidentialité: le Protocole de Protection polyD.
account
Info
PolyD est une marque déposée sous licence de 3D PRINT Italia Srl.
Via Euterpe, 3Q 47923 Rimini
Tel: 0541 164 6977
E-mail: hello@polyd.com
P.IVA 03616700401
