DIRECTRICES DE CONCEPTION
Suivez pas à pas toutes les étapes de la préparation de votre dossier. Vous trouverez à l'intérieur de cette page tout ce dont vous avez besoin (mesures et techniques) pour présenter correctement votre document et rendre la phase de conception facile et intuitive.
PRÉPARATION DES DOSSIERS
Tessellation
Le modèle à imprimer doit être tessellé. Cela signifie qu'il est nécessaire de convertir la géométrie du modèle en triangles, le format standard est STL (BINAIRE ou ASCII).
Les valeurs recommandées pour la distance et l'angle sont 0,05 et 1.
L'exportation doit être effectuée en mm.
ZONE IMPRIMABLE MAXIMALE
Le volume d'impression maximum est de X 380 mm - Y 284 mm - Z 380 mm.
PRÉCISION DIMENSIONNELLE
La précision dimensionnelle réalisable se situe entre ± 0,3 mm et 100 mm et 0,3 % au-dessus de cette valeur.
SPÉCIFICATIONS TECHNIQUES MINIMALES DES PARTIES
Caractéristiques minimales d'impression
Les caractéristiques minimales d'impression pour les plans X, Y et Z sont les suivantes :
- La fente minimale avec une épaisseur de plan de 1 mm est de 0,5 mm.

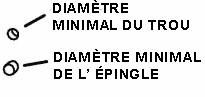
- Le diamètre minimal du trou avec une épaisseur de plan de 1 mm est de 0,5 mm.
- Le diamètre minimal de l'axe d'une hauteur de 10 mm est de 0,5 mm.
- Les petits trous ou les trous borgnes peuvent être obstrués par de la poussière non solidifiée
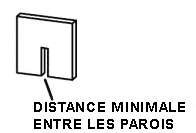
- L'espace minimum entre les parois est de 0,5 mm
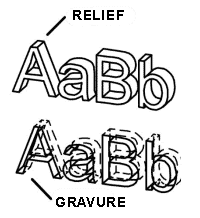
Gravure
La technologie Multi Jet Fusion vous permet d'imprimer des lettres et des dessins avec une haute résolution et définition.
Il est recommandé que tout texte, numéro ou dessin inclus dans une pièce ait une profondeur ou une hauteur d'au moins 1 mm.
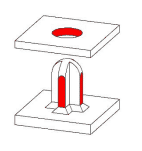
Partie solide ou remplissage structurel
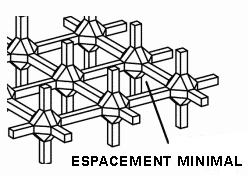
Multi Jet Fusion vous permet d'imprimer une topologie optimisée ou même de petites structures en treillis. Ce type de conception permet de réduire le poids de la pièce et la quantité de matériaux utilisés.
L'espacement minimal recommandé dans une structure en treillis pour garantir que tout le matériel à l'intérieur puisse être retiré est de 1 mm.
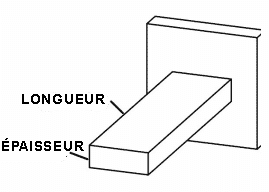
Épaisseur de la paroi
L'épaisseur minimale qui peut être imprimée dépend de la proportion entre la longueur et l'épaisseur de la paroi:
Aspect Ratio= longueur / épaisseur
- Avec une épaisseur de paroi inférieure à 1 mm, Aspect Ratio doit être inférieur à 1. Il n'y a pas de recommandations spécifiques pour les épaisseurs supérieures à 1 mm.
- Pour les pièces ayant un Aspect Ratio élevé, il est recommandé d'augmenter l'épaisseur de la paroi ou d'ajouter des saillies pour renforcer la pièce. Des parois très épaisses peuvent accumuler de la chaleur et provoquer un rétrécissement ponctuel. En général, l'épaisseur minimale recommandée des parois est de 1mm.
- Les murs avec des épaisseurs supérieures à 10 mm ne sont pas reccomandés car ils peuvent y avoir de petites cavités sur les surfaces
Distance minimale entre les pièces à assembler
Lorsque deux pièces doivent être assemblées, il est recommandé de laisser un espacement d'au moins 0,4 mm dans les zones d'interférence (tolérance de ± 0,2 mm dans chaque pièce).
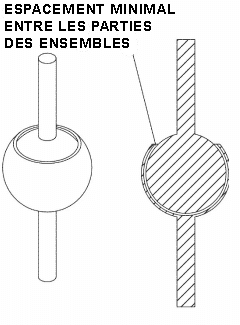
Espacement minimal entre les pièces imprimées en tant qu'ensembles
Les pièces d'assemblage imprimées ensemble doivent avoir une distance minimale de 0,7 mm. Les pièces aux parois très épaisses de plus de 50 mm devraient avoir plus d'espace pour assurer une performance adéquate.
Téléchargez le PDF avec les Lignes directrices de conception.
