Salut les Ingénieurs !
Aujourd'hui, nous parlons de NesteD Build, la possibilité d'imprimer plusieurs pièces en même temps. NesteD Build vous permet de maximiser le coût de production d'objets différents en quantité, en taille et en forme. Vous êtes là ?
Nested Build: ce que c'est et comment cela vous permet d'imprimer des pièces à moindre coût.
Nesting ou Packing
Nesting ou Packing sont synonymes et décrivent tous deux le processus de regroupement de plusieurs pièces (ordre, orientation et disposition dans l'espace 3D) dans le but de maximiser leur volume combiné. L'imbrication par boîte englobante part des valeurs x, y et z et construit une "boîte" tridimensionnelle de dimensions définies à l'intérieur de laquelle plusieurs objets sont imbriqués.
Cette technique - appelée NesteD Build - optimise les coûts et le temps d'impression et n'est possible qu'en utilisant les technologies d'impression 3D sur lit de poudre, comme l'impression 3D avec la technologie MJF. Il est surtout utilisé avec le Nylon PA12, qui est imprimé en 3 modes différents : Nylon PA12 Fast, Nylon PA12 Standard, Nylon PA12 Top Mechanical.
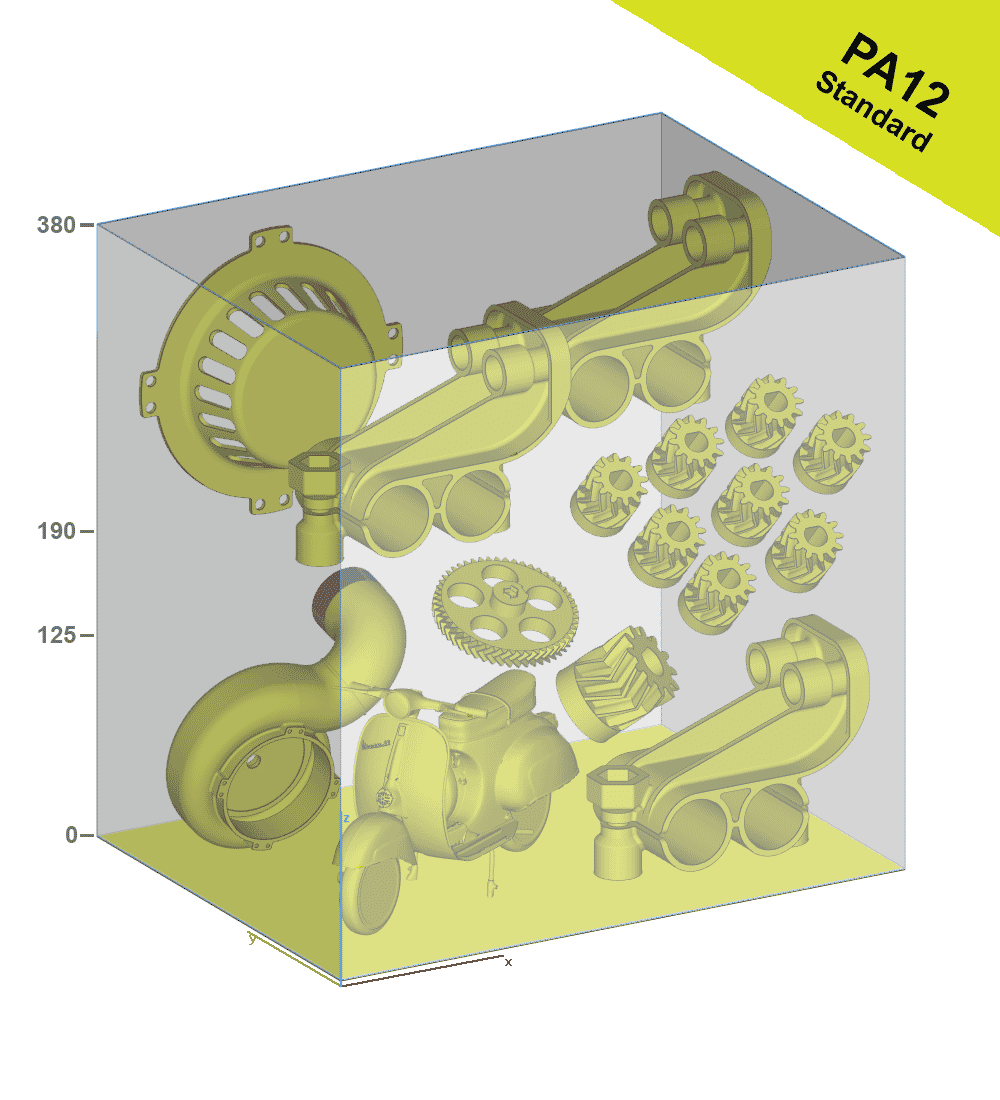
Le coût de production d'un Nested Build est fixe; il ne dépend pas de la quantité d'objets qu'il contient, mais de leur volume combiné. A l'intérieur, nous pouvons nicher ensemble:
- différents objets, même complexes, qui s'insèrent dans les espaces vides les uns des autres;
- des unités multiples d'une même pièce, afin d'organiser des productions en série.
Quels sont les avantages de l'utilisation de Nested Build?
L'imbrication (le nesting) vous permet d'utiliser l'espace d'impression 3D de manière plus efficace et efficiente pour produire plusieurs composants:
- effiective, car dans le même volume vous insérez plus de pièces (attention aux éventuelles erreurs d'impression);
- efficace, car vous optimisez les coûts de production. Si l'on généralise et que l'on considère une économie moyenne, l'imbrication des composants permet d'économiser jusqu'à 60% par rapport à leur impression individuelle. L'optimisation ne se produit que si le volume de la boîte englobante du Nested Build est inférieur à la somme des volumes des parties individuelles.
Pour constituer des groupes et manipuler automatiquement l'agencement des fichiers 3D, il existe des logiciels d'imbrication, tels que Materialise Magics, Autodesk Netfabb et Fabpilot. Si vous en connaissez d'autres, écrivez-nous !
Si vous disposez d'un de ces logiciels (ou d'autres qui font le même travail), les directives pour combiner des objets sont les mêmes que pour l'impression 3D normale d'une seule pièce. Pour configurer votre construction imbriquée, vous aurez besoin de fichiers au format STL, Step ou STP.
L'insertion de pièces dans un volume 3D n'est pas simple.
Erreurs sur l'impression et Nested Build software
Attention à certaines erreurs sur l'impression et le logiciel. Commençons par ceux du LOGICIEL:
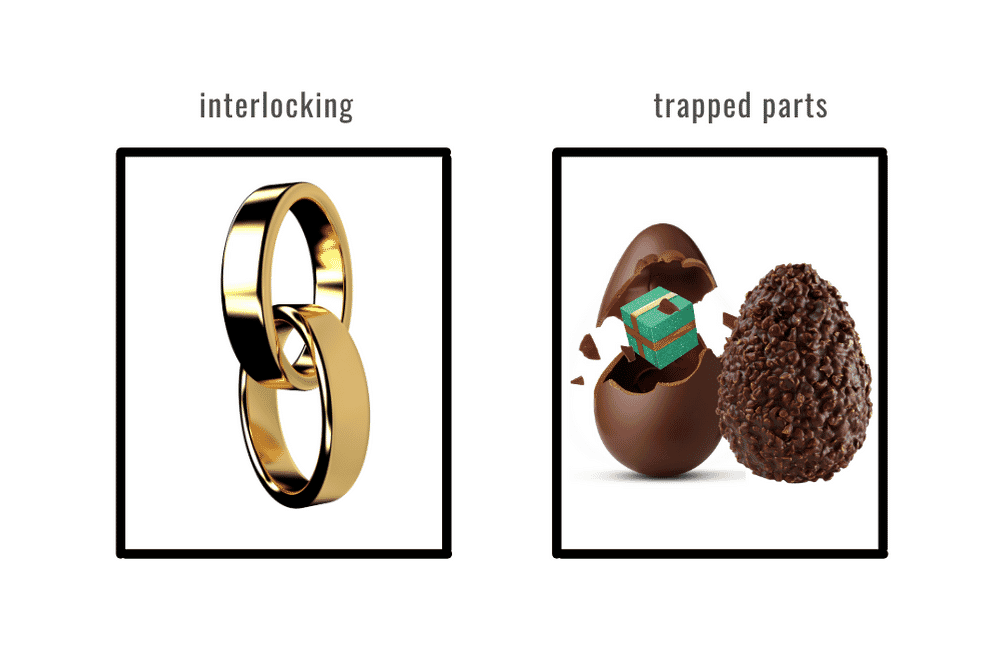
- attention aux interlocks: cela se produit lorsque le logiciel ne respecte pas la structure de l'anneau et que les objets se croisent, ce qui les rend inutilisables;
- les pièces piégées: il s'agit de composants qui peuvent se retrouver piégés dans d'autres. Si nous reprenons l'exemple de l'œuf de Pâques, vous vous retrouveriez avec un œuf de Pâques avec la surprise, mais sans pouvoir prendre la surprise.
En ce qui concerne les astuces d'IMPRESSION, tout d'abord vous pouvez insérer plus de pièces à l'intérieur du volume d'impression de la NesteD Build, qui dans le cas de PolyD est avec une base 380 x 284 mm et une hauteur variable sur l'axe Z de 380 mm, 190 mm ou 125 mm.
Les objets imprimés auront une qualité, une tolérance, une esthétique et une répétabilité optimales si vous suivez quelques étapes simples :
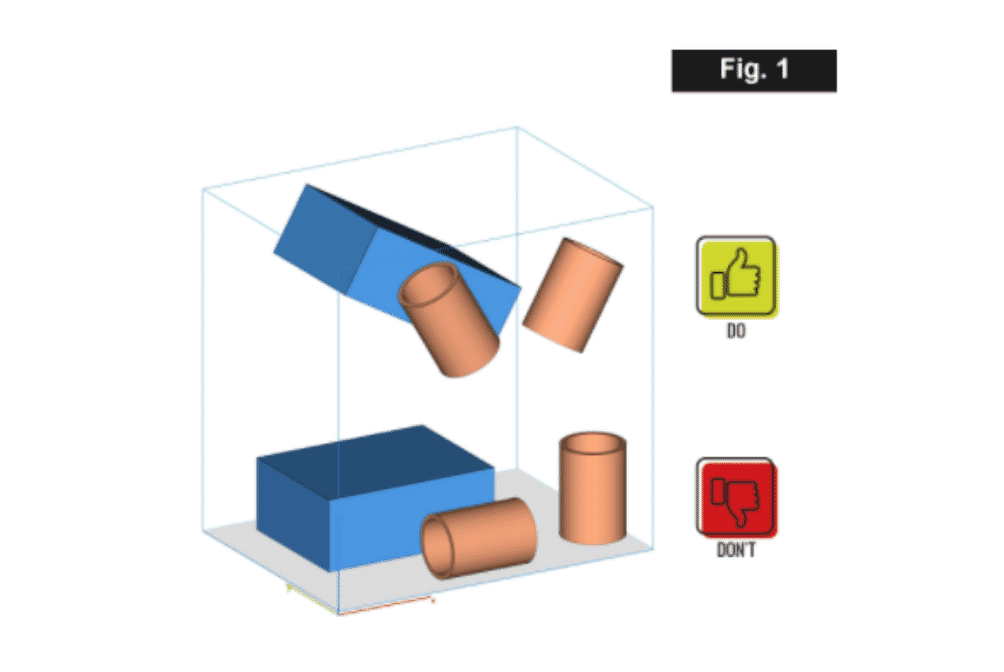
1. Orientation des objets par rapport au plan X-Y (Fig.1)
- Une bonne orientation augmente la qualité esthétique des objets et, dans certains cas, la précision dimensionnelle.
- En suivant les directives suggérées par le fabricant HP ainsi que notre expérience dans le domaine, nous recommandons d'incliner les objets, dans la mesure du possible, de 25° en X et/ou 25° en Y pour obtenir une meilleure tolérance et un meilleur état de surface.
- Pour limiter l'ovalité des objets cylindriques, nous vous recommandons de les positionner comme suggéré dans (Fig.1).
- Une face de votre objet aura toujours une finition plus belle que les autres et c'est celle qui est orientée vers le bas lors de l'impression.
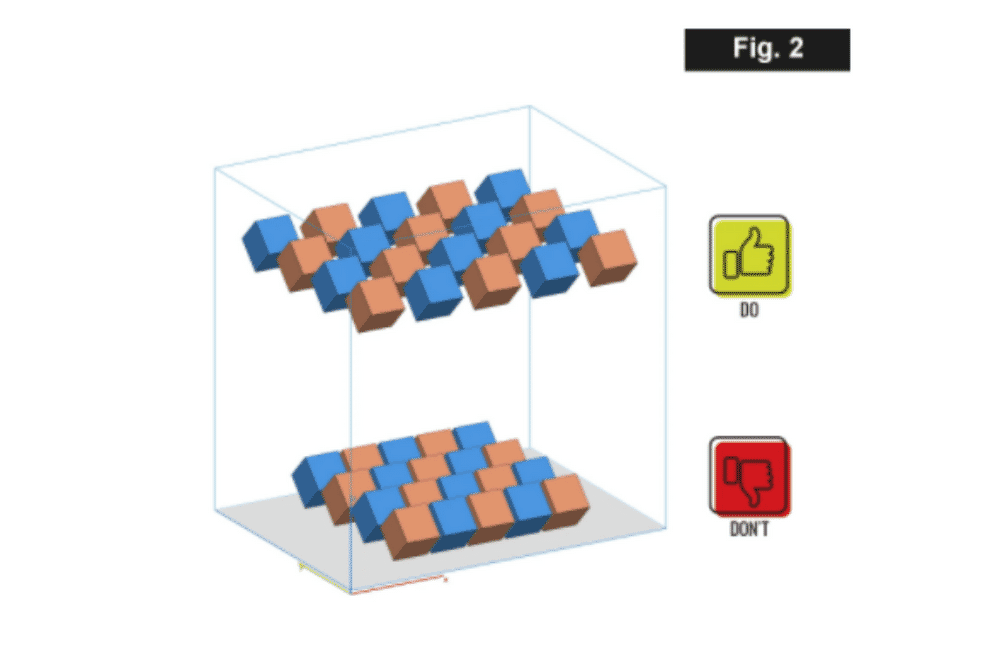
2. Espacement des objets (Fig.2)
- Les pièces de plus de 100 cm³ doivent être espacées d'au moins 10 mm.
- Les pièces de moins de 100 cm³ doivent être espacées d'au moins 4 mm.
- Les objets dont le volume est supérieur à 20 % de leur boîte englobante doivent être espacés d'au moins 10 mm.
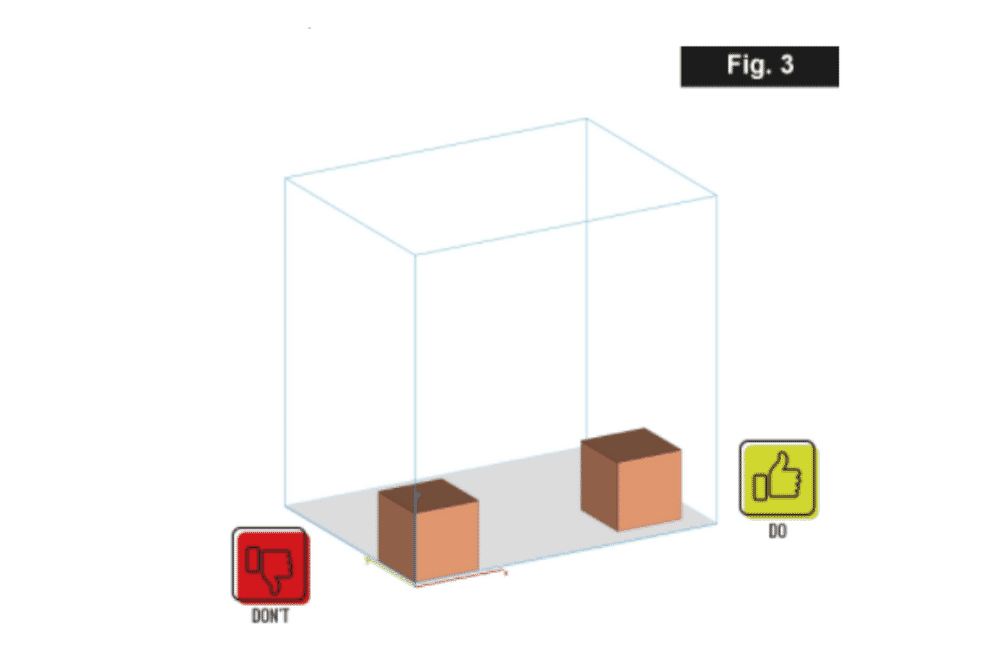
3. Marges du plan X-Y (Fig.3)
Toutes les pièces doivent être espacées d'au moins 5 mm des bords extérieurs de la plaque d'impression, de sorte que les dimensions X-Y réelles de la plaque d'impression seront de 370 x 274 mm.
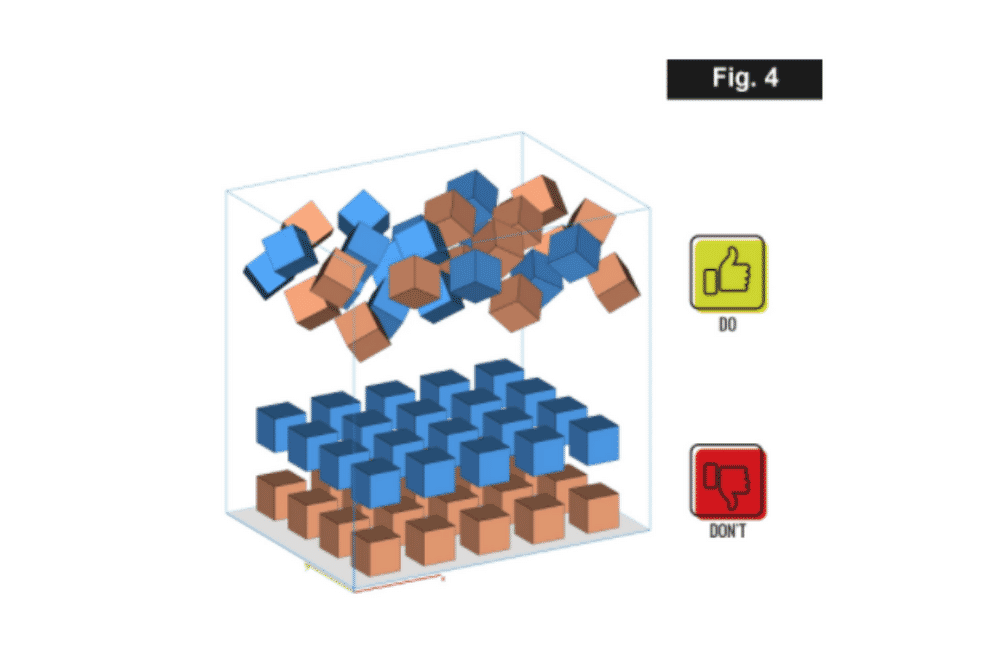
4. Distribution inégale des objets (Fig.4)
Répartissez les objets de manière à ce que les zones d'impression de leurs tranches en Z soient aussi homogènes que possible, cela facilite l'absorption de la chaleur sur toute la surface en évitant les zones critiques. Je m'explique mieux, avec le même rayonnement, les zones imprimées avec des sections plus petites reçoivent beaucoup plus d'énergie que les zones avec une densité plus élevée. Cette situation pourrait générer, au sein d'une même construction, des objets présentant des caractéristiques, des tolérances mécaniques et une esthétique différentes.
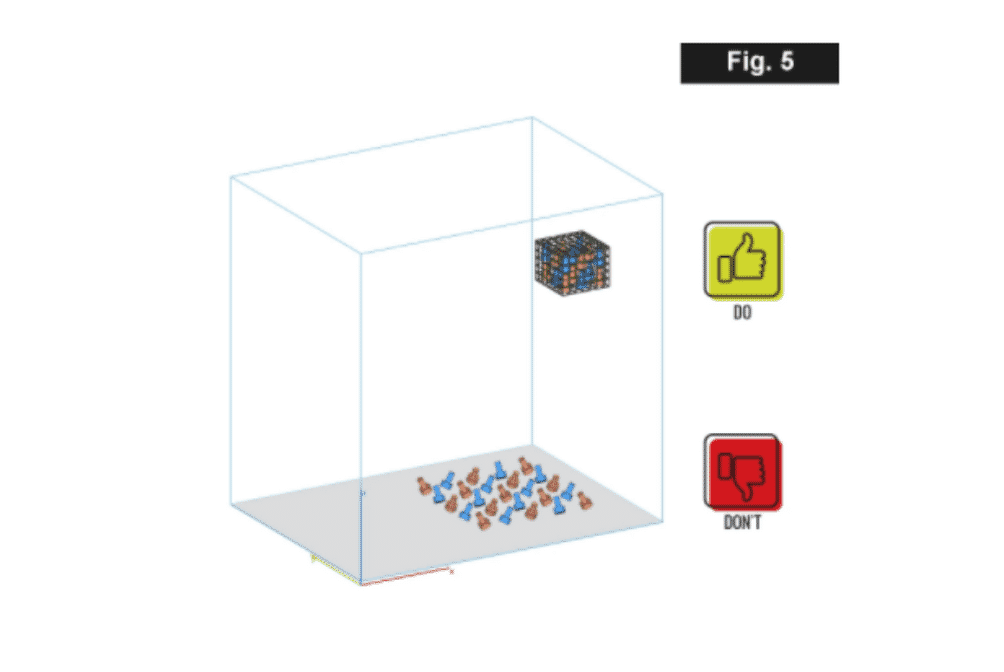
5. Confinement de petits objets par Sinterbox (Fig.5)
Tous les objets d'une taille inférieure à 1 cm³ ou dont deux ou plusieurs côtés ont une taille inférieure à 10 mm doivent être enfermés dans des cages de contention. Ces cages doivent avoir un maillage suffisant pour contenir les objets afin qu'ils ne soient pas perdus ou égarés lors des opérations ultérieures de nettoyage, de sablage et de coloration.
Notes:
- Attention aux vides : les espaces libres entre les objets sont remplis de poudre. S'il n'y a pas assez d'espace, la lumière UV de la technologie MJF peut faire fondre la poudre libre. Il est donc nécessaire de garder une distance minimale entre les pièces (conn PolyD est de 2 mm) pour éviter de faire fondre les objets ensemble lors de l'impression ;
- faire attention aux modifications de la surface pour éviter des phénomènes comme le curling (retrait thermique indésirable qui tire les bords extérieurs d'une pièce vers l'autre en générant des collisions) ;
Chaque mois, nous traitons des milliers de pièces.
Si vous ne disposez pas d'un logiciel d'imbrication automatique, vous pouvez nous demander de le faire pour vous, en achetant le service d'imbrication PolyD.
Nous vérifierons la densité et les erreurs de vos pièces et vous indiquerons la hauteur et le nombre de NesteD Builds à commander.
Parce que notre objectif est de proposer la meilleure impression 3D possible à nos clients, nous vous rembourserons le coût du service d'imbrication lors de votre premier achat d'un NesteD Build!
Bonne impression 3D!
