LINEE GUIDA PER LA PROGETTAZIONE
Segui passo passo tutti gli step per la preparazione del tuo file. All’interno della pagina troverai tutto ciò di cui hai bisogno (misure e tecniche) per presentare correttamente il tuo documento e rendere la fase di progettazione facile ed intuitiva.
PREPARAZIONE DEL FILE
Tassellatura
E’ necessario eseguire la tassellatura del modello da stampare. Con ciò si intende che è necessario convertire la geometria del modello in triangoli, il formato standard è STL (BINARY oppure ASCII).
I valori consigliati per la distanza e l'angolazione sono 0,05 e 1.
L’esportazione va fatta in mm.
MASSIMA AREA STAMPABILE
Il max Volume di stampa è X 380mm - Y 284mm - Z 380mm.
PRECISIONE DIMENSIONALE
La precisione dimensionale ottenibile è compresa tra ± 0,3 mm sino a 100mm e 0,3% sopra quel valore.
SPECIFICHE TECNICHE MINIME DELLE PARTI
Caratteristiche minime di stampa
Le caratteristiche minime di stampa nei piani X, Y e Z sono le seguenti:
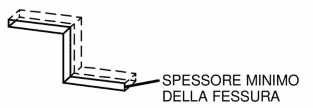
- La fessura minima con spessore del piano pari a 1 mm è 0,5 mm
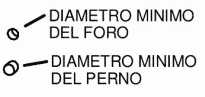
- Il diametro del foro minimo con spessore del piano pari a 1 mm è 0,5 mm.
- Il diametro dell'asse minimo con altezza 10 mm è 0,5 mm.
- fori ciechi o di piccole dimensioni possono rimanere otturati dalla polvere non solidificata.
- La fessura minima tra pareti è 0,5 mm.

Incisione
La tecnologia Multi Jet Fusion consente di stampare lettere e disegni con alta risoluzione e definizione.
Qualsiasi testo, numero o disegno incluso in una parte è raccomandato che abbia almeno 1 mm di profondità o altezza.

Parte solida o riempimento strutturale
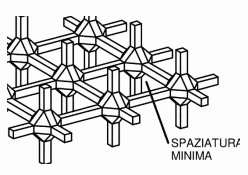
Multi Jet Fusion consente di stampare la topologia ottimizzata o anche piccole strutture a reticolo. Questo tipo
di design aiuta a ridurre il peso della parte e la quantità di materiale utilizzato.
La spaziatura minima consigliata in una struttura reticolare per garantire che tutto il materiale all'interno possa essere
rimosso è di 1 mm.
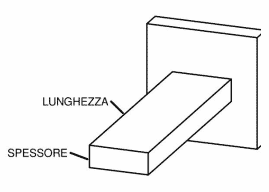
Spessore Parete
Lo spessore minimo che può essere stampato dipende dalle dalla proporzione tra la lunghezza e spessore della
parete:
Aspect ratio=lunghezza/spessore
- Con una parete di spessore inferiore a 1 mm, Aspect ratio dovrebbero essere inferiori a 1. Non ci sono raccomandazioni specifiche per spessori superiori a 1 mm.
- Per le parti con Aspect ratio elevato, si consiglia di aumentare lo spessore della parete o aggiungere protusioni per rinforzare la parte. Pareti molto spesse possono accumulare calore e causare restringimenti spot.
- Pareti con spessori superiori a 10mm non sono consigliate in quanto si possono presentare piccole cavità sulle superfici
In generale, lo spessore minimo della parete è di 1mm.
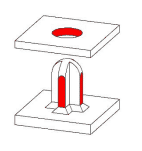
Minima distanza tra parti da assemblare
Quando due parti devono essere assemblate assieme è consigliato lasciare una spaziatura nelle aree di interferenza di almeno 0,4 mm (± 0,2 mm di tolleranza in ogni parte).
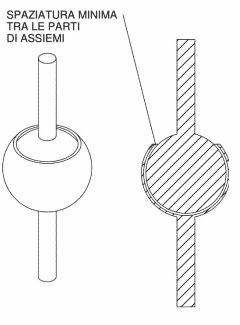
Spaziatura minima tra le parti stampate come assiemi
Le parti di assieme stampate insieme devono avere una distanza minima di 0,7 mm. Le parti con pareti molto spesse sopra i 50 mm dovrebbero presentare uno spazio maggiore per garantire prestazioni adeguate.