DIRECTRICES DE DISEÑO
Siga paso a paso todas las instrucciones para preparar su archivo. En esta página encontrará todo lo que necesita (medidas y técnicas) para presentar correctamente su documento y hacer que la fase de diseño sea fácil e intuitiva.
PREPARACIÓN DEL ARCHIVO
Subdivisión
Es necesario realizar la subdivisión del modelo que se va a imprimir. Esto significa que es necesario convertir la geometría del modelo en triángulos, el formato estándar es STL (BINARY o ASCII). Los valores recomendados para la distancia y el ángulo son 0,05 y 1.
La exportación debe realizarse en mm.
ÁREA MÁXIMA IMPRIMIBLE
El volumen máximo de impresión es X 380 mm - Y 284 mm - Z 380 mm.
PRECISIÓN DIMENSIONAL
La precisión dimensional que se puede obtener está comprendida entre ± 0,3 mm hasta 100 mm y 0,3 % por encima de ese valor.
ESPECIFICACIONES TÉCNICAS MÍNIMAS DE LAS PIEZAS
Características mínimas de impresión
Las características mínimas de impresión en los planos X, Y y Z son las siguientes:
- La ranura mínima con un espesor del plano de 1 mm es de 0,5 mm.

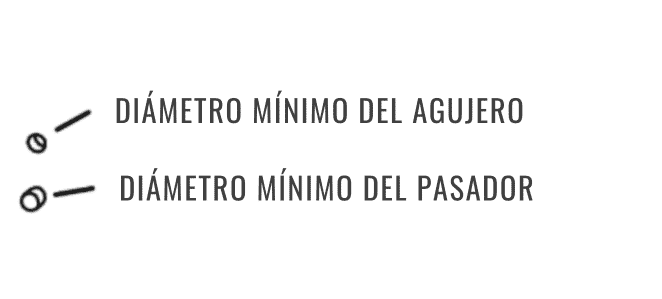
- El diámetro mínimo del orificio con un espesor de la superficie de 1 mm es de 0,5 mm.
- El diámetro mínimo del eje con una altura de 10 mm es de 0,5 mm.
- Los orificios ciegos o de pequeño tamaño pueden permanecer obstruidos por polvo no solidificado.
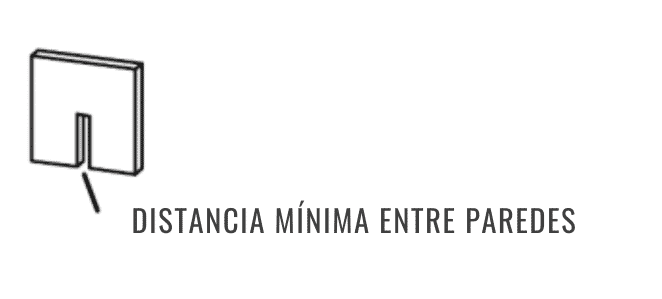
- La separación mínima entre paredes es de 0,5 mm.
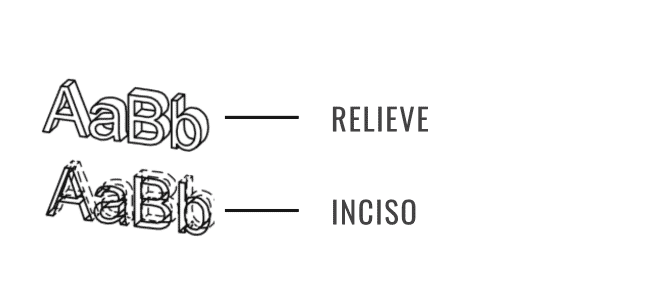
Grabado
La tecnología Multi Jet Fusion permite imprimir letras y diseños con alta resolución y definición.
Se recomienda que cualquier texto, número o diseño incluido en una pieza tenga al menos 1 mm de profundidad o altura.
Parte sólida o relleno estructural
Multi Jet Fusion permite imprimir la topología optimizada o incluso pequeñas estructuras reticulares. Este tipo de diseño ayuda a reducir el peso de la pieza y la cantidad de material utilizado. El espaciado mínimo recomendado en una estructura reticular para garantizar que todo el material del interior pueda eliminarse es de 1 mm.

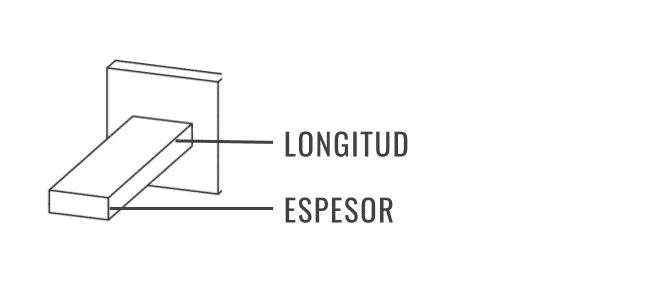
Espesor de la pared
El espesor mínimo que se puede imprimir depende de la proporción entre la longitud y el espesor de la pared:
Relación de aspecto = longitud/espesor
- Con una pared de menos de 1 mm de espesor, la relación de aspecto debe ser inferior a 1. No hay recomendaciones específicas para espesores superiores a 1 mm.
- Para piezas con una relación de aspecto elevada, se recomienda aumentar el espesor de la pared o añadir protuberancias para reforzar la pieza. Las paredes muy gruesas pueden acumular calor y provocar contracciones puntuales.
- No se recomiendan paredes con un espesor superior a 10 mm, ya que pueden aparecer pequeñas cavidades en las superficies
En general, el espesor mínimo de la pared es de 1 mm.
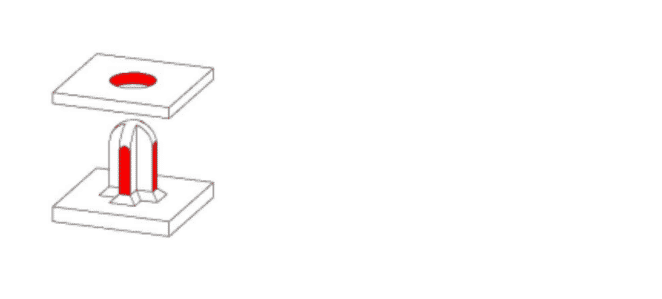
Distancia mínima entre las piezas que se van a ensamblar
Cuando se deben ensamblar dos piezas, se recomienda dejar un espacio en las áreas de interferencia de al menos 0,4 mm (± 0,2 mm de tolerancia en cada pieza).
Espaciado mínimo entre las piezas impresas como conjuntos
Las piezas impresas juntas deben tener una distancia mínima de 0,7 mm. Las piezas con paredes muy gruesas, de más de 50 mm, deben tener un espacio mayor para garantizar un rendimiento adecuado.

Descargar el PDF de las Directrices.
