Notificaciones
- Nested
- 380mm BUILD PA12 Fast
380mm BUILD PA12 Fast
4 agosto 2026 Envío
NesteD Build Guidelines
El precio es fijo y no depende de la cantidad de objetos que contenga, por lo que cuantas más piezas puedas encajar
optimizando su posición en los ejes X Y Z dentro de la Nested Build, menos te costarán.
- Organiza de forma óptima tu NesteD Build utilizando preferiblemente software automático (por ejemplo, Materialise Magics, Autodesk Netfabb).
- Sube a wetransfer, dropbox, google drive u otros servicios de transferencia de archivos.
- Elija cuántas copias de la misma construcción que desea imprimir y añadir a su carrito.
- Reenvía el enlace a través de la sección “Link NesteD Build”.
El Volumen Máximo de Impresión es X 380mm - Y 284mm - Z 380mm, recomendamos una Densidad máxima inferior al 13%
Tus objetos impresos en MJF 3D colocados dentro del NesteD Build
tendrán la mejor calidad, tolerancia, estética y repetibilidad si sigues estos sencillos pasos que te recomendamos.
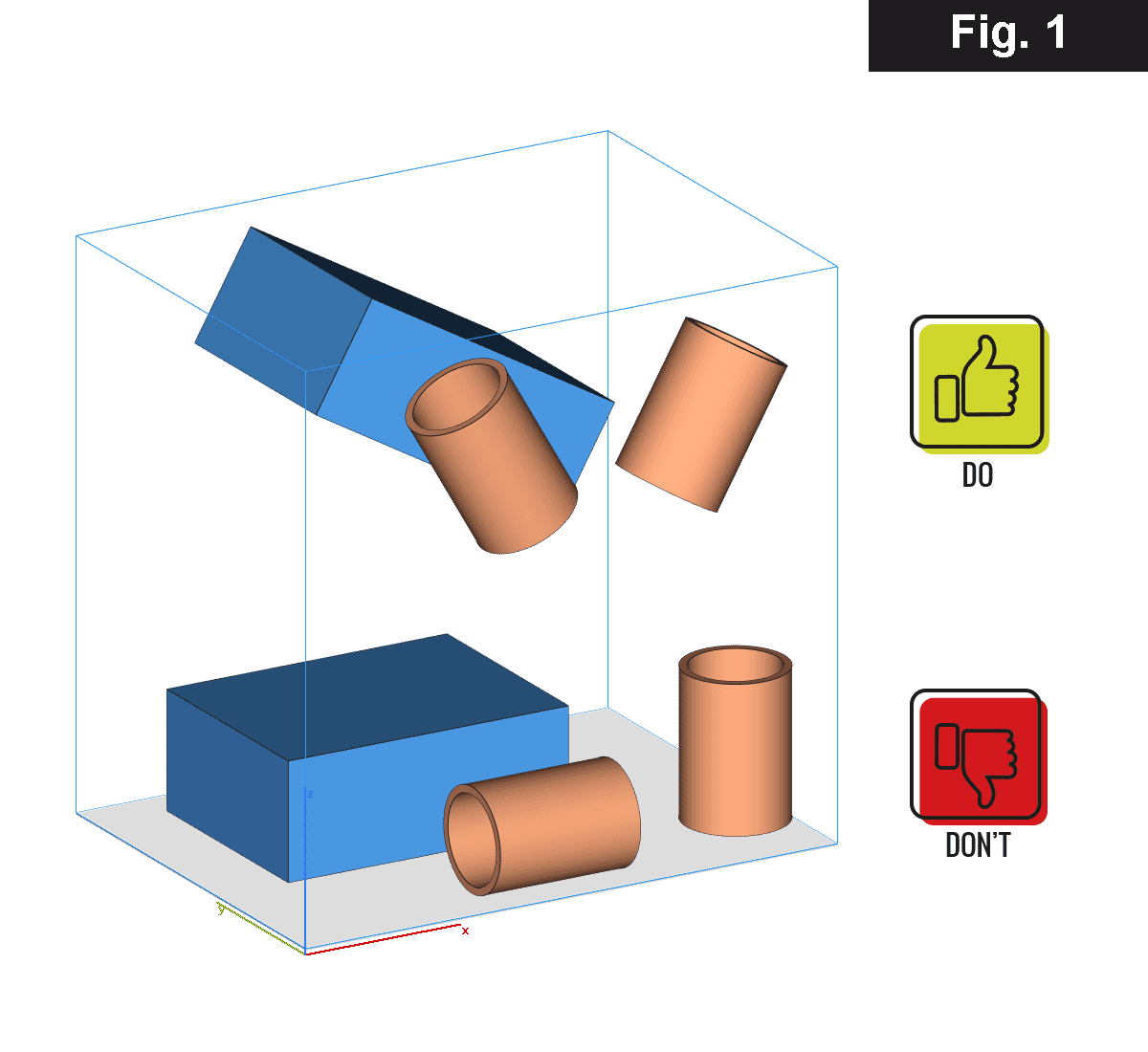
1. Orientación de los objetos respecto al plano X-Y (Fig.1)
- Una buena orientación aumenta la calidad estética de los objetos y, en algunos casos, también aumenta la precisión dimensional.
- Siguiendo las directrices sugeridas por el fabricante HP junto con nuestra experiencia sobre el terreno, recomendamos inclinar los objetos 25° en X y/o 25° en Y siempre que sea posible para obtener una mejor tolerancia y acabado superficial.
- Para limitar la ovalización de los objetos cilíndricos, recomendamos posicionarlos como se sugiere en (Fig.1)
- Una cara del objeto siempre tendrá un acabado más bonito que las demás y es la que está orientada hacia abajo al imprimir.
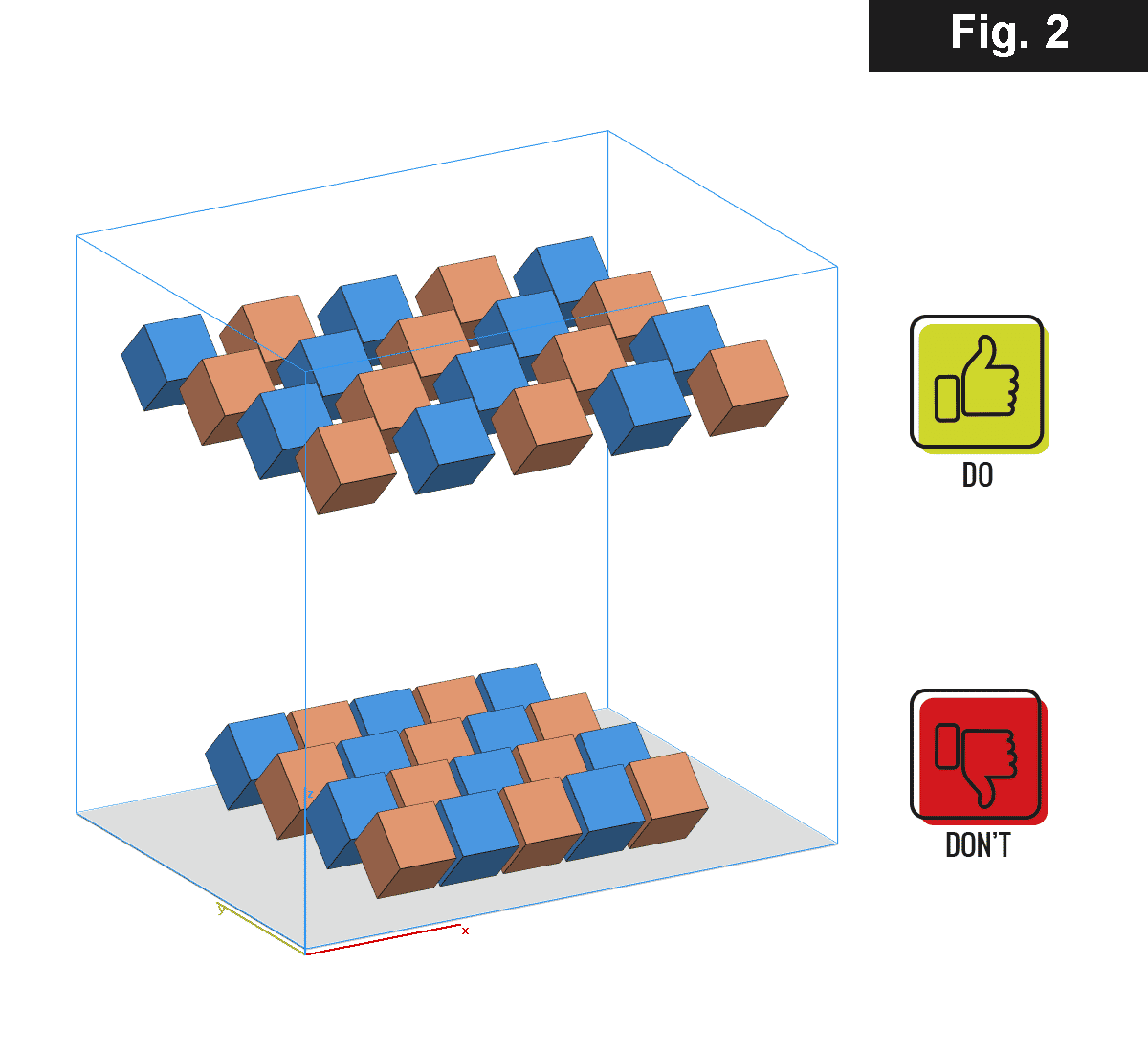
2. Espaciado de los objetos (Fig.2)
- Las piezas de más de 100 cm³ deben espaciarse al menos 10 mm.
- Las piezas menores de 100cm³ deben espaciarse al menos 4mm
- Los objetos con volúmenes superiores al 20% de su caja delimitadora deben espaciarse al menos 10mm
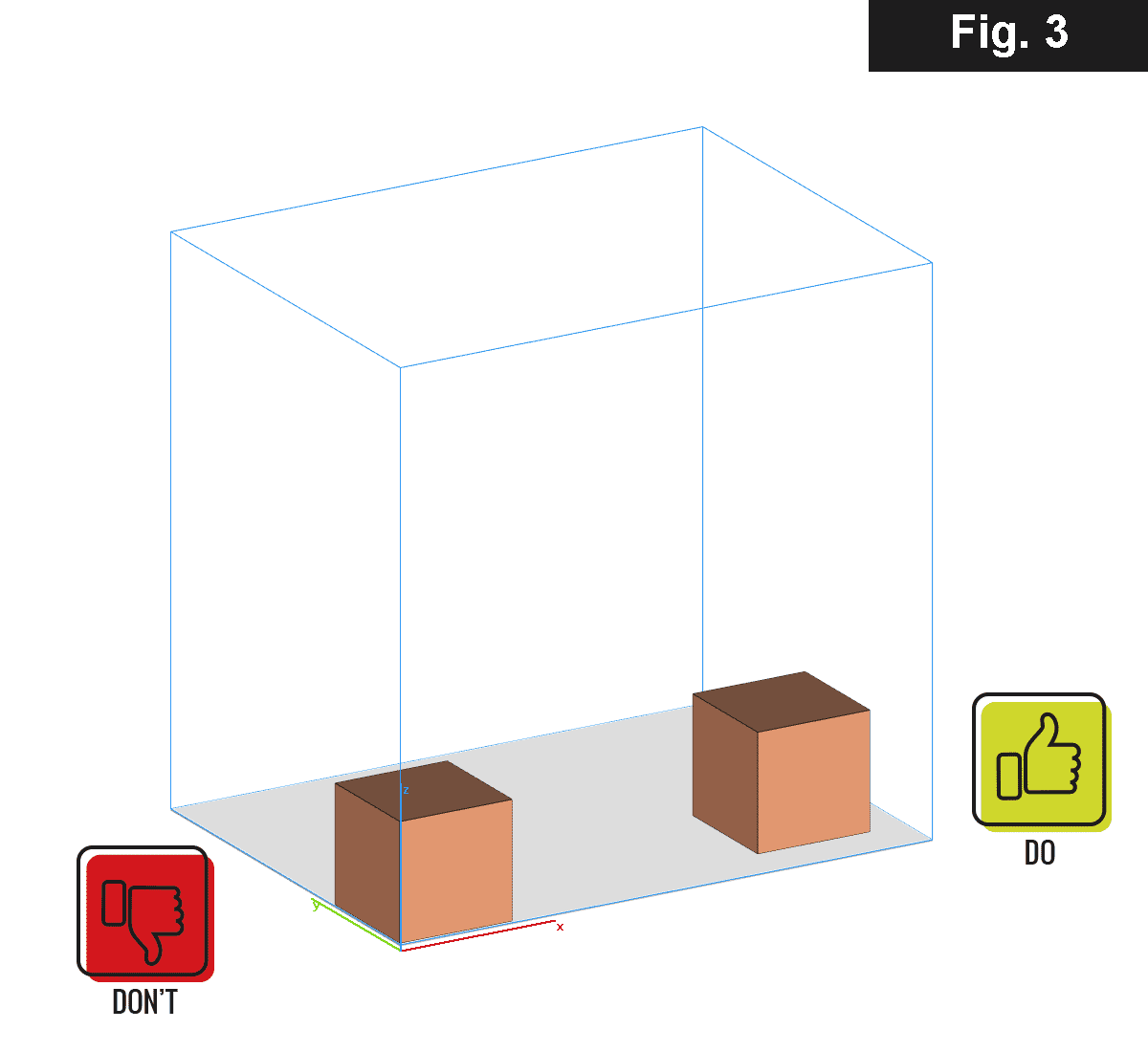
3. Márgenes de la platina X-Y (Fig.3)
- Todas las piezas deben estar separadas al menos 5 mm de los bordes exteriores de la placa de impresión, por lo que las dimensiones reales X-Y de la placa de impresión serán 370 x 274 mm.
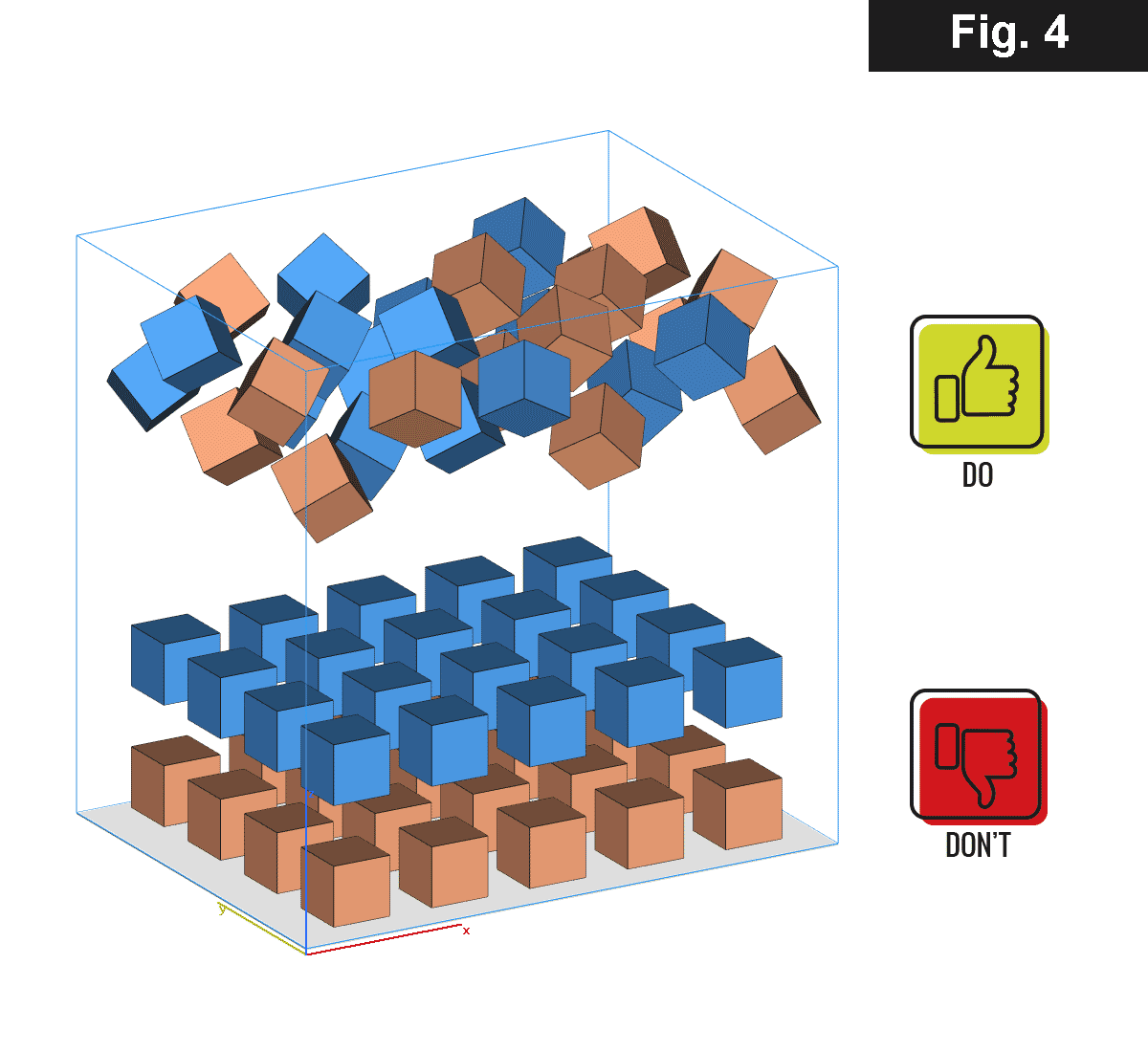
4. Distribución irregular de los objetos (Fig.4)
- Distribuya los objetos de forma que las áreas de impresión de sus cortes en Z sean lo más homogéneas posible, esto facilita la absorción de calor en toda la superficie y evita las zonas críticas. Me explico, para una misma cantidad de radiación, las zonas impresas con secciones más pequeñas reciben mucha más energía que las zonas con mayor densidad. Esta situación podría generar objetos dentro de la misma construcción con características, tolerancias mecánicas y estética diferentes.
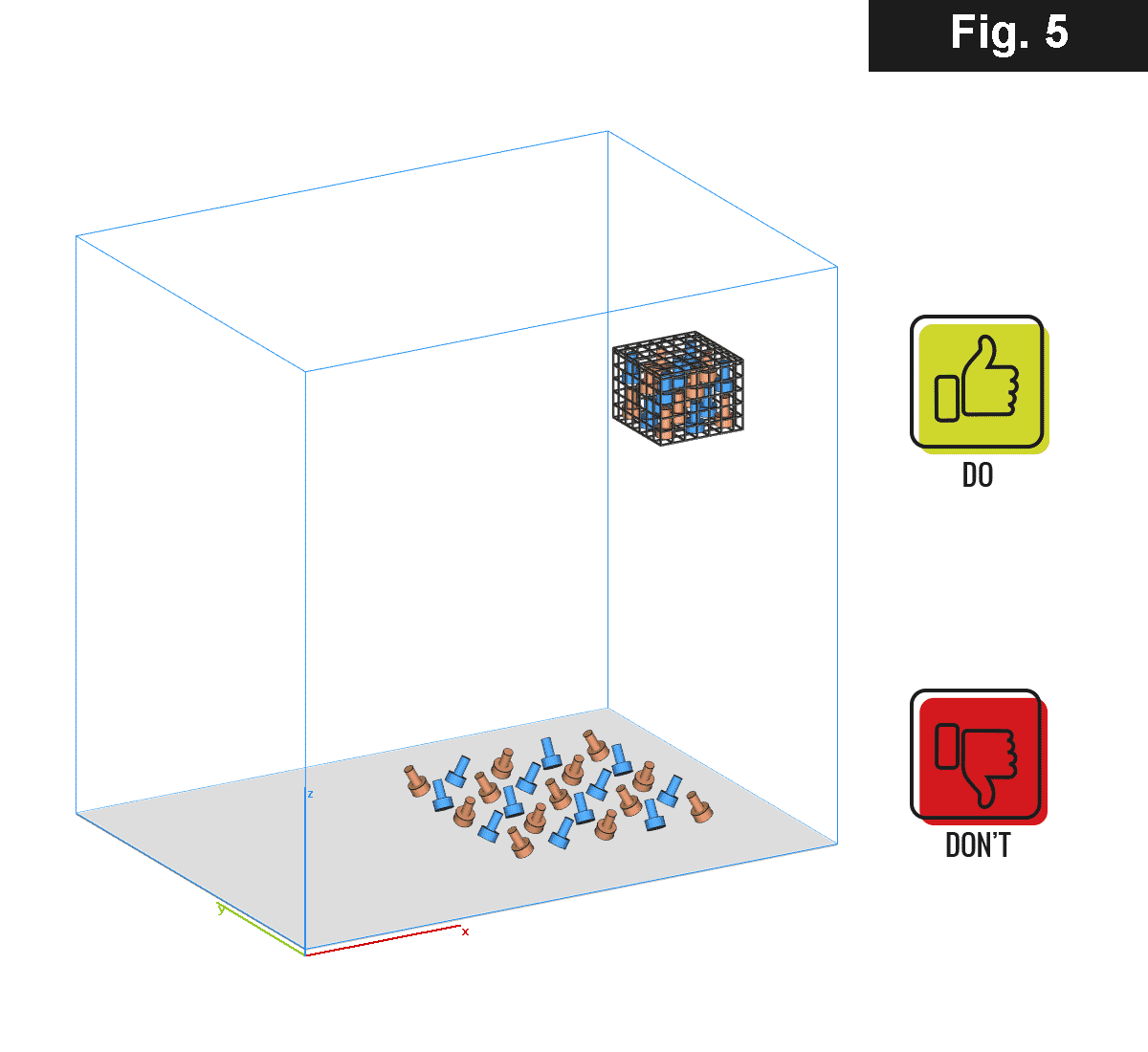
5. Contención de objetos pequeños mediante Sinterbox (Fig.5)
- Todos los objetos menores de 1 cm³ o con 2 o más lados menores de 10 mm deben encerrarse en jaulas de contención. Éstas deben tener un tamaño de malla que permita contener los objetos, de modo que no se pierdan o extravíen durante las operaciones posteriores de limpieza, granallado y coloración.
PolyD es el servicio de impresión 3D más confidencial y seguro del mercado. A diferencia de todos los demás en la industria, nuestra misión es proteger su ingenio. Con un proceso de trabajo exclusivo que protege su confidencialidad: el Protocolo Protegido PolyD.
SERVICIOS
account
Información
PolyD es una marca comercial bajo licencia de 3D PRINT Italia Srl.
Via Euterpe, 3Q 47923 Rimini
Tel: 0541 164 6977
E-mail: hello@polyd.com
P.IVA 03616700401
