Benachrichtigungen
- Nested
- 380mm BUILD PA12 TOP Mechanical
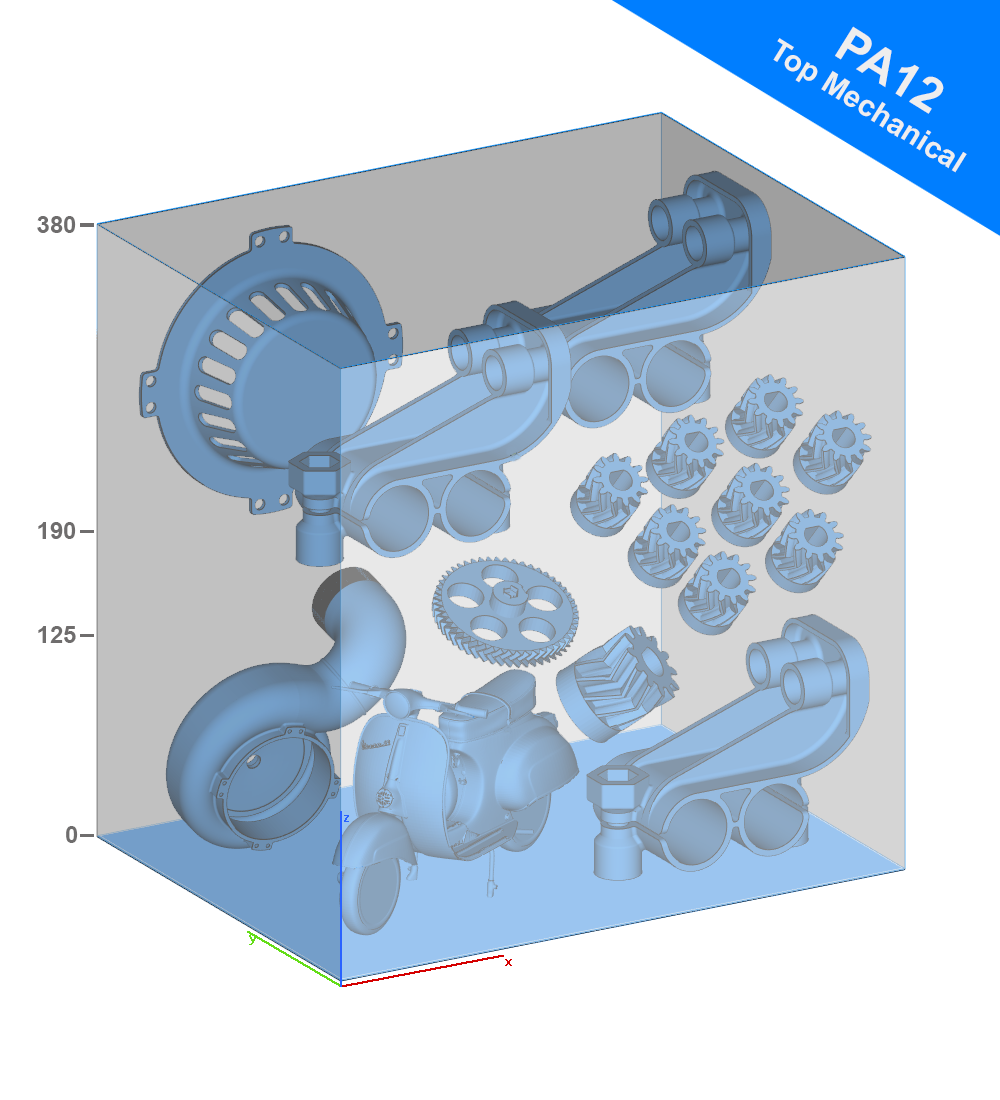
380mm BUILD PA12 TOP Mechanical
4 August 2026 Datum des Versands
Richtlinien für einen NesteD Build
Der Preis ist fest und hängt nicht von der Menge der enthaltenen Artikel ab. Je mehr Objekte Sie also im Nested Build unterbringen können,
ihre Position auf der X-Y-Z Achse zu optimieren, desto weniger werden sie kosten.
-
Organisieren Sie Ihren NesteD-Build besser mit möglichst automatisierter Software (z.B. Materialise Magics, Autodesk Netfabb)
-
Ihre Datei auf Wetransfer, Dropbox, Google Drive oder andere Dateiübertragungsdienste hochladen.
-
Wählen Sie, wie viele Exemplare des gleichen Builds Sie wünschen, und legen Sie sie in den Warenkorb.
-
Übermitteln Sie den Link über den entsprechenden Abschnitt "NesteD Build Links".
Beachten Sie, diese Druckvolumen : X 380mm - Y 284mm - Z 380mm, empfehlen wir eine maximale Dichte von weniger als 13%
Ihre MJF 3D-gedruckten Objekte im NesteD Build werden die beste Qualität, Toleranz, Ästhetik und Wiederholbarkeit haben, wenn Sie diese einfachen Schritte befolgen, die wir empfehlen.
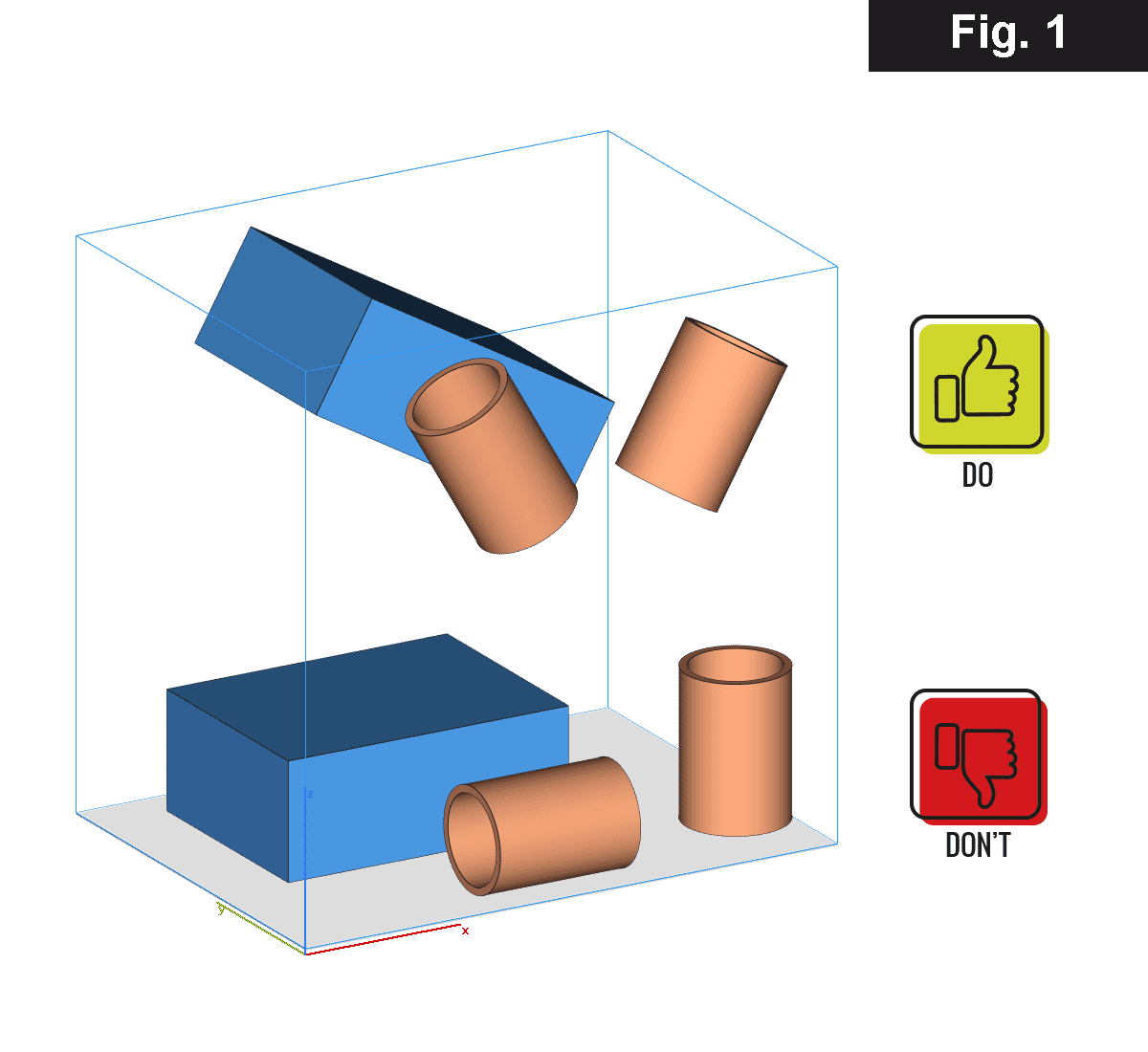
1.Orientierung von Objekten in Bezug auf die x-y-Ebene (Fig. 1)
-
Eine gute Orientierung erhöht die ästhetische Qualität von Objekten und in einigen Fällen auch die Maßhaltigkeit.
-
In Anlehnung an die Richtlinien, die der Hersteller HP vorschlägt, und in Verbindung mit unserer Erfahrung in diesem Bereich empfehlen wir Ihnen, die Objekte nach Möglichkeit um 25° in X und/oder 25° in Y zu kippen, um eine bessere Toleranz und Oberflächengüte zu erzielen.
-
Um die Ovalisierung von zylindrischen Objekten zu begrenzen, empfehlen wir Ihnen, diese wie in (Fig.1) vorgeschlagen zu positionieren
-
Eine Seite Ihres Objekts wird immer eine schönere Oberfläche haben als die anderen und ist diejenige, die beim Drucken nach unten gerichtet ist.
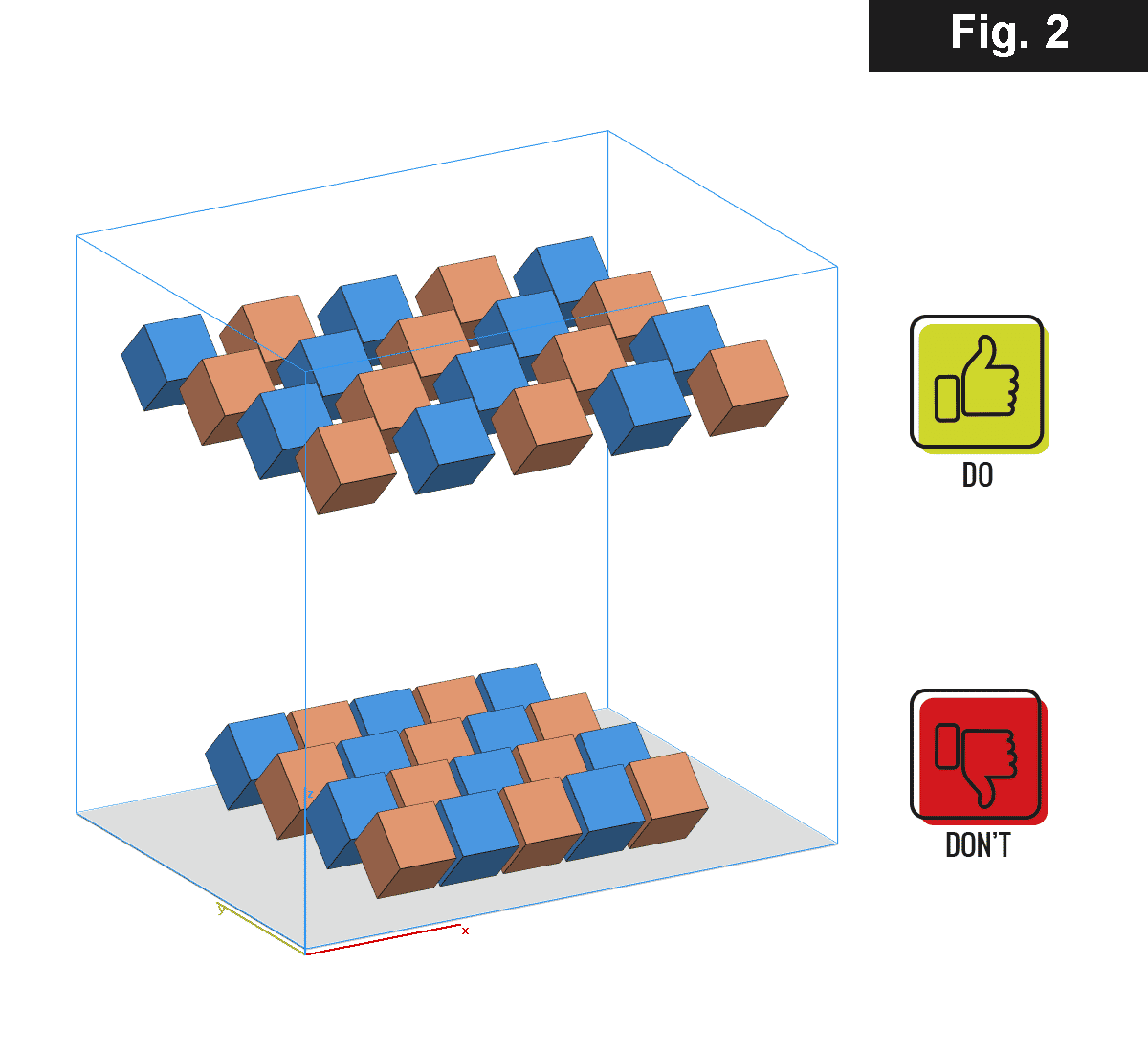
2. Objekte distanzieren (Fig.2)
-
Teile, die größer als 100 cm³ sind, müssen einen Abstand von mindestens 10 mm haben.
-
Teile, die kleiner als 100 cm³ sind, müssen einen Abstand von mindestens 4 mm haben.
-
Objekte mit einem Volumen von mehr als 20 % ihres Begrenzungsrahmens sollten einen Abstand von mindestens 10 mm haben.
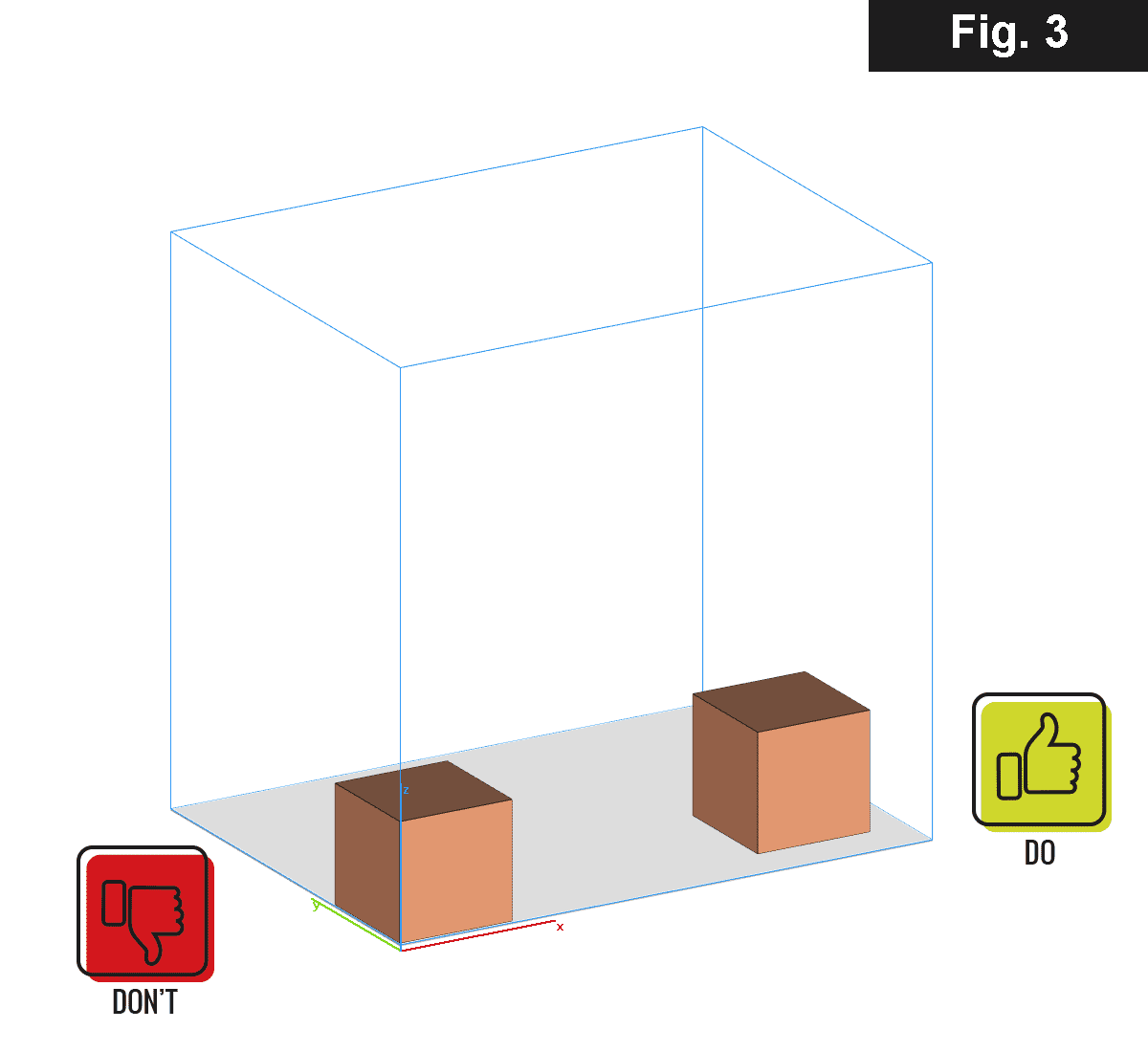
3. der X-Y-Ebene (Fig.3)
-
Alle Teile müssen einen Abstand von mindestens 5 mm zu den Außenkanten der Druckplatte haben.
Die tatsächliche Größe der Druckplatte in X-Y beträgt also 370 x 274 mm
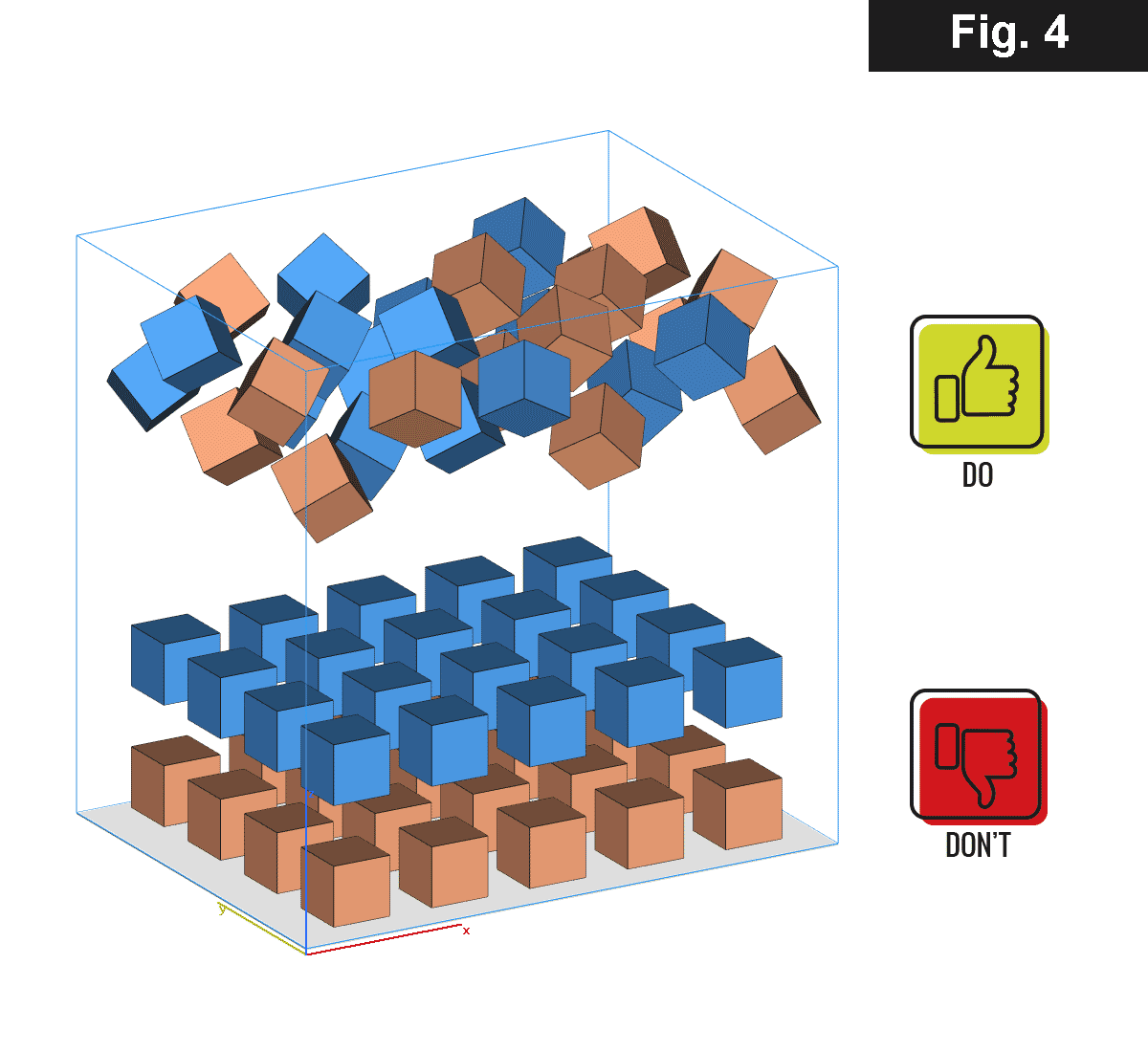
4. Verteilung der Objekte (Fig.4)
-
Verteilen Sie die Objekte so, dass die Druckflächen ihrer Z-Scheiben möglichst homogen sind, dies erleichtert die Wärmeaufnahme über die gesamte Fläche und vermeidet kritische Bereiche.
Lassen Sie es mich besser erklären: Bei gleicher Strahlung erhalten Bereiche, die mit kleineren Querschnitten gedruckt werden, viel mehr Energie als Bereiche mit höherer Dichte. Diese Situation könnte Objekte innerhalb desselben Builds mit unterschiedlichen Eigenschaften, mechanischen Toleranzen und Ästhetik erzeugen.
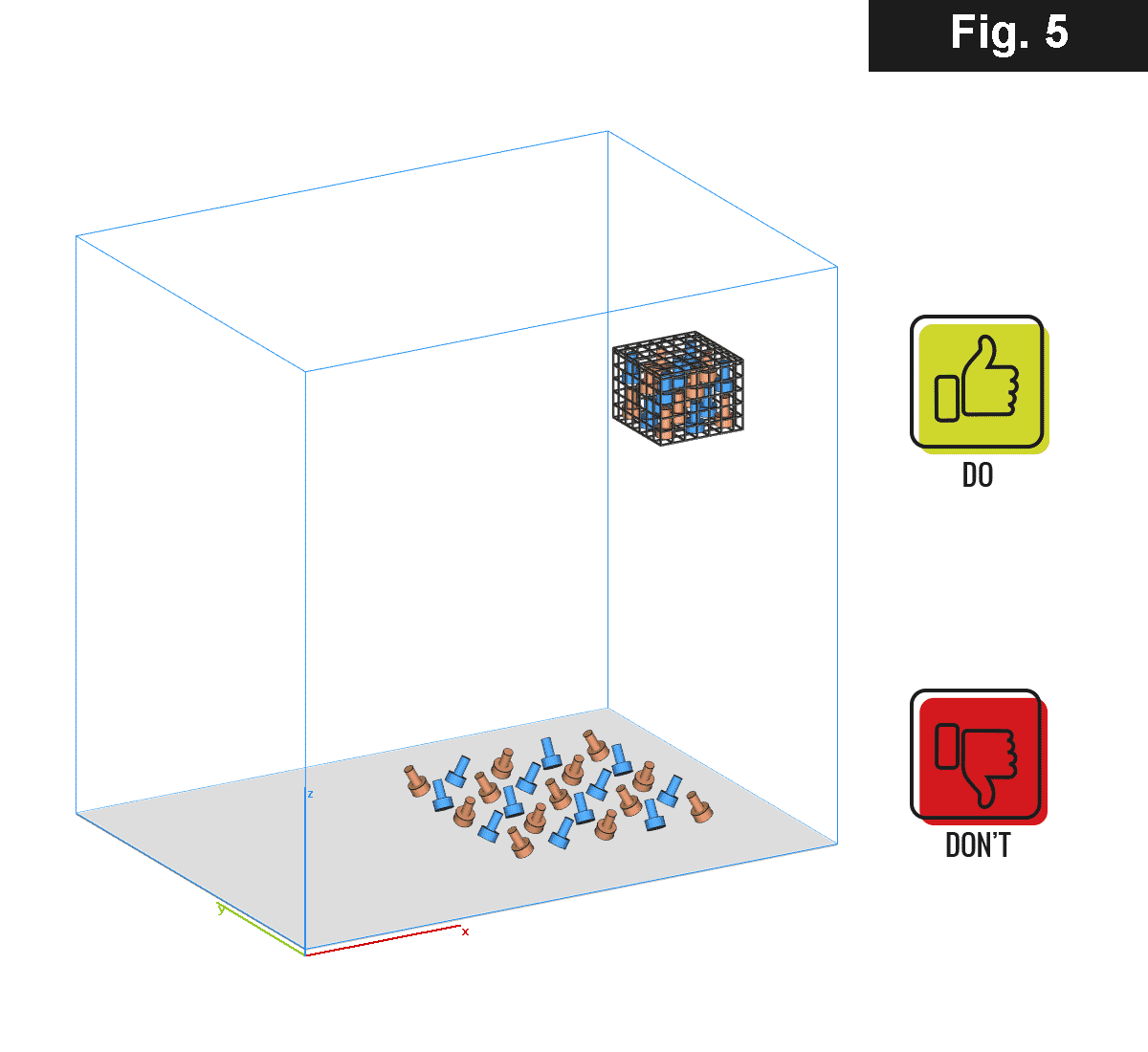
5. Einschluss von kleinen Objekten mittels Sinterbox (Fig.5)
-
Alle Objekte, die kleiner als 1 cm³ sind oder 2 oder mehr Seiten haben, die kleiner als 10 mm sind, sollten in Auffangbehältern eingeschlossen werden.
Sie müssen eine genügend große Maschenweite haben, um die Objekte selbst aufnehmen können, damit sie bei den anschließenden Reinigungs-, Sandstrahl- und Färbevorgängen nicht verloren gehen werden.
PolyD ist der privateste und sicherste 3D-Druckdienst auf dem Markt. Im Gegensatz zu allen anderen Betreibern in der Branche ist es unsere Mission, Ihre Ideen zu schützen. Mit einem exklusiven Herstellungsverfahren, das Ihre Privatsphäre schützt: dem polyD Protected Protocol.
Dienstleistungen
account
Info
PolyD ist eine an MYPK Druck GmBH zugelassene Marke
Via Euterpe, 3Q 47923 Rimini
Tel: 089 41611844
E-mail: hello@polyd.com
P.IVA 03616700401
